
精拉管業(駐馬店市分公司)憑著良好的信用、優良的服務與多家企業建立了長期的合作關系。熱誠歡迎各界朋友前來參觀、考察、洽談業務。公司主要生產 精拉無縫鋼管。數年來,我司始終致力于 精拉無縫鋼管事業的成長與發展,本著公平、誠信、互利、協助的精神,把每一位客戶的重托作為企業生命的一部分,以優良的產品、周到的服務、合理的價格以及強有力的技術支持讓每一位客戶都能得到滿意的結果,并在愉快的合作中享受成功的喜悅;“一切從客戶出發,讓客戶放心”是公司的企業文化核心,我們熱忱歡迎社會各界有與我司在商貿、技術、人才、管理等各個方面展開合作、分享和交流,為雙方企業的共同發展提供有利的幫助,敬請致電咨詢洽談。


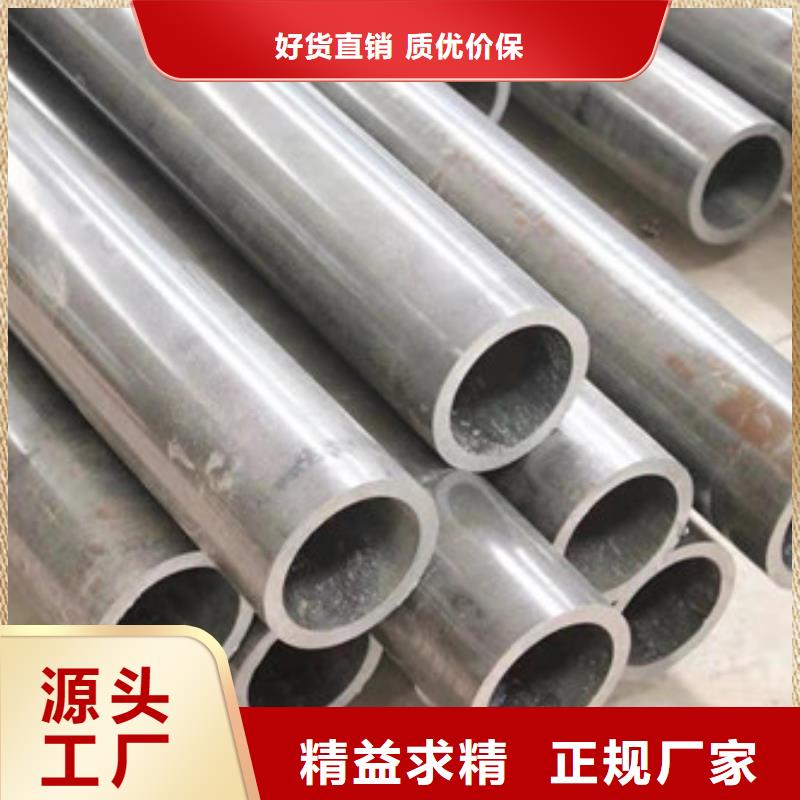
冷拔管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
冷拔管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產冷拔管是較先進的方法。
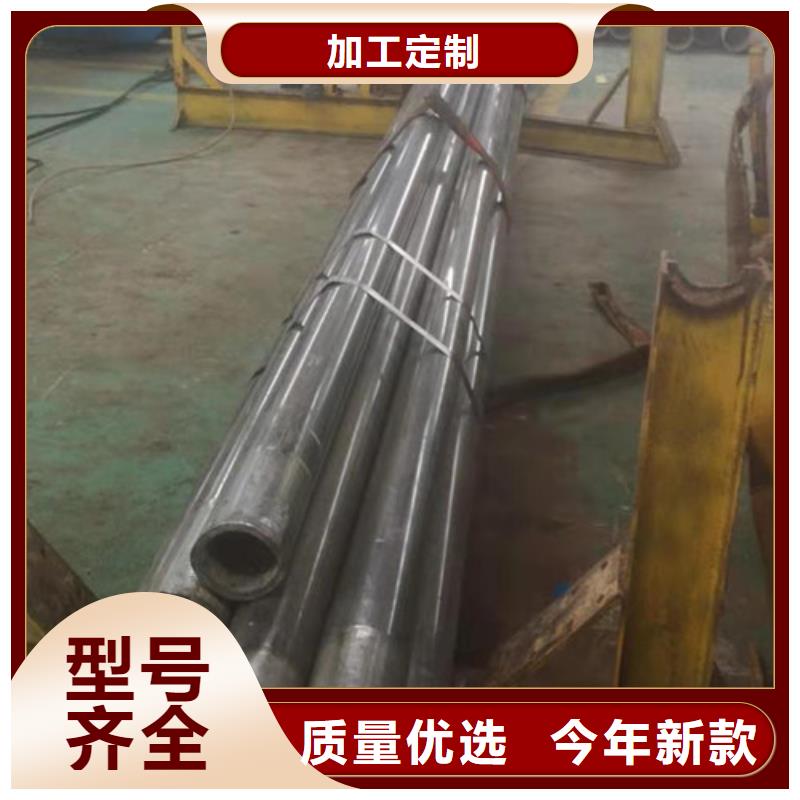
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。冷拔管的焊接工藝。



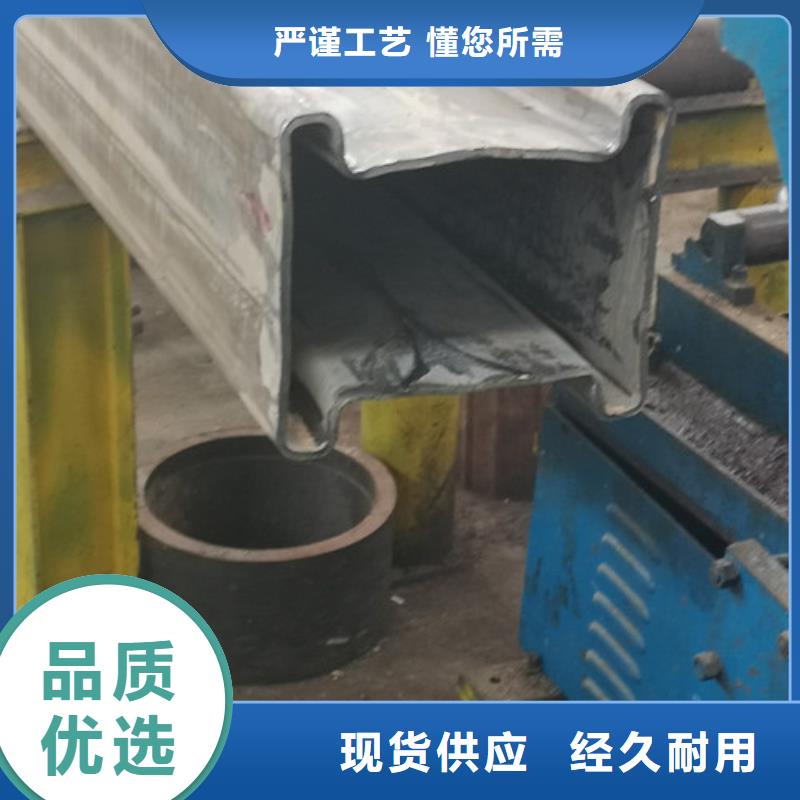
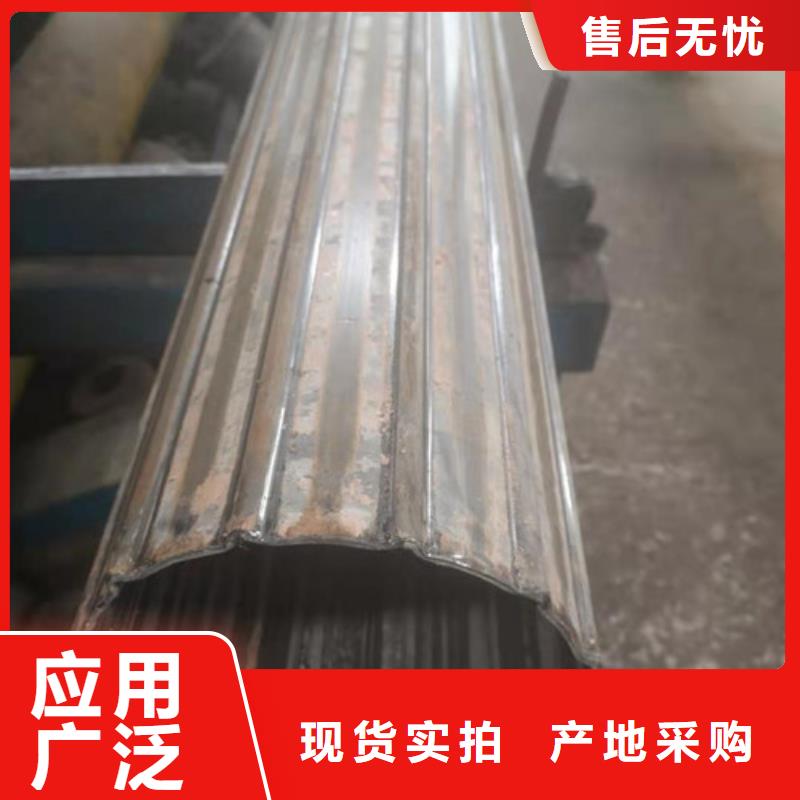
將冷拔管送入冷拔管機組,經多道軋輥滾壓,冷拔管逐漸卷起,形成有開口間隙的圓形冷拔管,調整擠壓輥的壓下量,使冷拔管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,冷拔管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,冷拔管熱量過大,造成冷拔管燒損;或者冷拔管經擠壓、滾壓后形成深坑,影響冷拔管表面質量。
冷拔管溫度主要受高頻渦流熱功率的影響,根據公式可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π式中:f-激勵頻率;C-激勵回路中的電容,電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制冷拔管溫度的目的。對于低碳鋼,冷拔管溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,冷拔管溫度亦可通過調節冷拔管速度來實現。



1、依據冷拔鋼管焊接方法技術規范核查焊條和助焊劑的規格型號是不是恰當,避免錯用焊條和助焊劑而導致電焊焊接事故。
2、對電焊焊接自然環境開展監管,當電焊焊接自然環境不太好(溫度小于0℃、空氣濕度超過90%)時要采取有效對策后開展電焊焊接。
3、預焊前先檢測焊縫規格,包含空隙、鈍邊、視角及錯口等是不是合乎加工工藝規定。
4、在埋弧全自動內外電焊焊接全過程中采用的電焊焊接電流量、電焊焊接工作電壓、電焊焊接速率等加工工藝主要參數是不是恰當。
5、監管電焊焊接工作人員在埋弧全自動內外電焊焊接時靈活運用冷拔鋼管管端引弧板長短,內外電焊焊接時引弧板的應用率,這有利于管子端尾電焊焊接品質。
6、監管電焊焊接工作人員在焊補時是不是先將爐渣整潔、是不是已完全解決連接頭,焊縫處是不是有機油、銹跡、渣、水、漆等廢棄物。
冷拔鋼管主要是根據支撐力減徑,中空對接焊縫沒有芯軸的持續冷軋而進行。

