



想要更直觀地了解繞筋機鋼筋滾絲機廠家直發產品嗎??產品視頻,帶你走進產品世界
以下是:繞筋機鋼筋滾絲機廠家直發的圖文介紹

鋼筋加工主要包括鋼筋的剪切、矯直、強化冷拉延伸、彎曲成型、滾焊成型、鋼筋的連接、焊接鋼筋網等。全自動鋼筋籠繞筋機是將這些設備有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,了各個環節間的工藝時間和配合偏差,大大了鋼筋籠成型的和效率,為鋼筋籠的集中制作、統一配送提供了奠定了良好的技術和基礎。同時,全自動鋼筋籠繞筋機的使用將大大的減輕操作人員的勞動強度,為施工單位創造良好的經濟效益和社會效益。全自動鋼筋籠繞筋機的使用,開創了鋼筋籠加工的新局面,是今后鋼筋籠加工的發展方向。河南建貿鋼筋籠繞筋機誠信為本成都地鐵10號線一期工程為成都條專線,從中心城區紅牌樓附近始發,連接雙流,極大地方便了客流快速進出中心城。線路全長10.9km,全部為地下線,共設地下車站6座。據鐵路總公司負責人介紹,2018年底,除上述4條高鐵線路,京哈高鐵承德至沈陽段、新民至通遼高鐵、南平至龍巖鐵路、懷化至衡陽鐵路、銅仁至玉屏鐵路、成都至雅安鐵路等10條新線將開通,新鐵營業里程約2500公里。工人要求工人疲勞強度大大,由于機械化作業,工人起輔助作用公司形象施工中采用先進的設備,施工形象大大河南建貿機械有限公司提供重型鋼筋籠繞筋機鋼筋籠成型機。重型鋼筋籠繞筋機鋼筋籠成型機河南建貿機械有限公司是國內專業制造數控鋼筋籠成型設備及數控鋼筋加工設備的生產基地,其創始人是國內首臺滾焊機發明人之一,其臺設備成功應用于武廣客運專線施工現場,并取得寶貴的現場,對滾焊機的改進及起到了關鍵的作用。


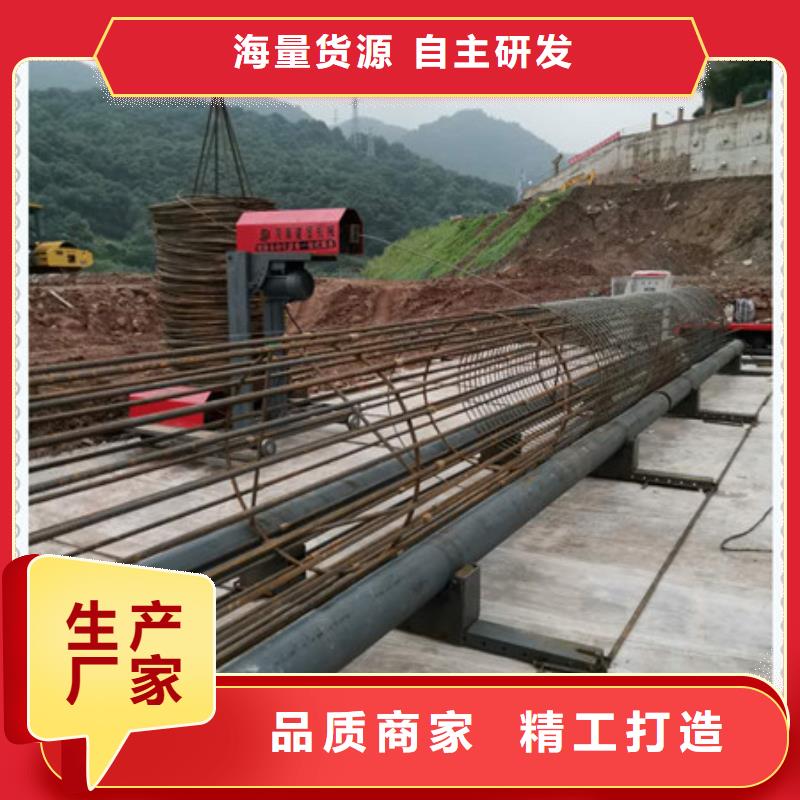
繞筋機產品用途及優勢:鋼筋籠繞筋機的出現,解決了鋼筋籠滾焊機無法同時雙盤筋同時纏繞問題,且鋼筋籠繞筋機鋼筋籠制作,效率高,省時省工,對于不同直鋼筋籠切換設備不刻意調節,使方便靈活。結束了鋼筋籠一貫的人工歷史,為橋梁樁基制造大大提高了效率,可根據客戶情況定制設備,可加工36米以上,直徑兩米以上鋼筋籠,廣泛應用于高鐵、高速等項目建設,鋼筋籠繞筋機加工鋼筋籠精度高,誤差小,兩個相鄰之間繞筋誤差在3mm以內,米尺直接拉3米長度,總共誤差在2CM以內,基本都是項目部產品。鋼筋籠繞筋機所有制作材料嚴格使國標鋼材,生產嚴謹,故障率遠低于行業平均水平,河南建貿機械有限公司鄭重承諾繞筋機整機質保一年,不僅要把好產品售出去,還要給客戶提供優質售后服務,快速為客戶安裝設備,快速為客戶解決問題。鋼筋籠繞筋機技術原理特點:1.PLC變頻控制 2.繞筋間距.速度無極可調,3.本機參數有自動存儲功能4.可遠距離遙控使用,遠達50米內控制方便5.滾筒采用厚壁無縫鋼管結實耐用耐磨6.調直機底座可升降廣泛用于橋面,房建、房護樁防護,地鐵纏樁基、高鐵樁基、跨海大橋各大樁基繞筋施工用7.放線架采用304圓鋼制作扎實耐用8.本公司產品系同行業中配置 沒有后顧之憂。建貿機械鋼筋繞筋機的出現結束了鋼筋籠始終工歷史,為橋梁樁基研發設計大大了動力等級,可根據客戶情況定制設備,可加工36米以上,直兩米以上鋼筋籠,廣泛于高鐵,高速等項目建設,鋼筋籠繞筋機加工鋼筋籠精度高,誤差小,兩個相鄰之間繞筋誤差在3mm以內,米尺直接拉3米長度,總共誤差在2CM以內。



廣泛應用于、市政的大型高層建筑,高速鐵路,高速公路,跨海大橋的樁基等大型基礎設施。了解橋隧相關設備信息如:冷彎機、小導管沖孔機、筋成型機、聯合沖剪機等,可以掃描下方二維碼和文字搜索“橋隧機械知識分享”,即可。鋼筋籠自動成型機/鋼筋輪繞絲機滾筒制作鋼筋籠自動成型機/鋼筋輪繞絲機滾筒制作焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋焊接。此時按選定生產工藝確定方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。鋼筋籠自動成型機/鋼筋輪繞絲機滾筒制作鋼筋籠滾焊機運行中工作原理:根據施工要求,鋼筋籠的主筋通過模具制作完成(包括內支撐),把鋼筋籠主筋放在鋼筋籠繞筋機上,把盤筋(繞筋)端頭先焊接在一根主筋上,然后。鋼筋籠自動成型機/鋼筋輪繞絲機滾筒制作參數:1、型 ;GLJ-3000(按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ1500mm長度12m3、繞筋線速;0---15.4m/min(i=59*1.25=73.75)4、小車速度;0---1.38m/min(i=593)5,膠輥電機;Y90L-4功率4kw6、小車。



z u i近幾年隨著效益的增長,公司規模日益增大, 鋼筋滾絲機產品成功銷往天津、遼寧、江蘇、上海、浙江、福建、河南、山東、陜西、山西、廣東、廣西等全國30多個省市,建貿機械設備(葫蘆島市分公司)愿以優良的產品,優質的服務,讓您用優惠的價格、快捷的方式買到放心的產品,與國內外新老客戶共創輝煌!


河南建貿鋼筋籠繞筋機?采用套筒時要切平鋼筋頭有點費工,對中要先對好,接口的主筋要標號,便于套筒連接,可在主筋標上號,防止一頭少一頭多。制作的時候先對好(要求場地足夠大),主筋用套筒連接法在鋼筋籠下放過程比焊接工藝要大大縮短時間。主機;含機架、底座、膠輥、傳動系統等。鐵輥旋轉帶動鋼筋籠轉動,按圖紙設計間距,配合小車移動纏繞箍筋成型。一般不建議在設備上進行骨架制作,會影響生產線效率。需要在設備上制作骨架時(人員少,工作量不足,無機械連接、單節鋼筋籠等情況),可按人工制作方式生產,利用膠輥帶動骨架轉動,可完成全部主、箍筋焊接生產。完工的骨架不下設備,繼續進行繞筋工作。還可在機器上點動鋼筋籠,完成焊接保護塊的工作。機器上骨架制作過程;備齊一節鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長度上方,調整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉至上方再補焊。焊完一節主、箍筋,低速轉動膠輥,抬第二根主筋準備焊接。此時按選定生產工藝確定旋轉方向,采用卡具(比子)制作骨架時,待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉,應注意多根主筋焊好后有可能出現偏重,可將骨架旋轉在對面位置或錯開幾根位置后再開始分度焊接,補齊焊完全部主筋。若采用劃線分度工藝,則不分旋轉反向。

