


山東日照市珩磨油缸管 <日照>九冶管業有限公司
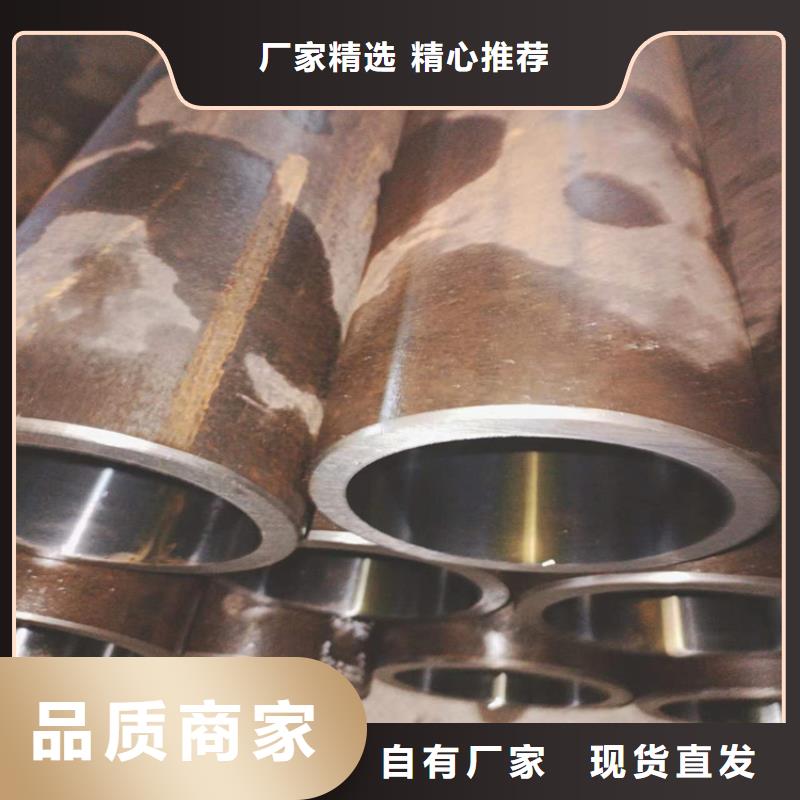
3、珩磨管的表面粗糙度,一般是為多少?珩磨管這一網站產品和關鍵詞,其在表面粗糙度上,一般來講,是為Ra0.4,而且,這也是必須要達到的,是其基本要求。如果,想要得到提高的話,那么,可以用細砂紙打磨,或是使用鏡面加工設備,使其進行鏡面加工,從而,來達到目的。上述這些問題都是關于珩磨管的,給出具體答案好讓大家通過學習,來清楚明白,有正確認識,這樣,也可以避免出錯,進而,在產品的使用及利用上,其使用效果。珩磨管,就是經過絎磨加工的無縫鋼管。珩磨是一種機械加工工藝,通過珩磨頭對冷拔管內孔進行往復高速磨加工工藝加工,使內孔達到我們所需要的公差尺寸及表面粗糙度要求。根據客戶要求珩磨加工,能達到公差范圍(如H7H8H9等),粗糙度能達到Ra0.4,橢圓度達到3~5絲范圍內,長度長能到8m。


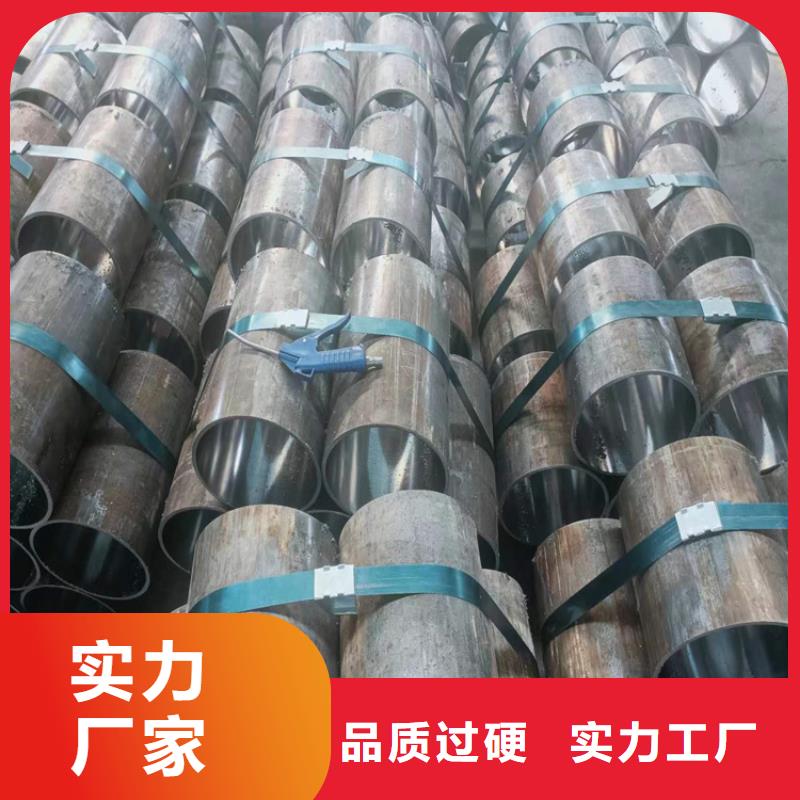
珩磨管加工設備之珩磨機的功能和注意事項珩磨機主要用在汽車、拖拉機、液壓件、軸承、航空等制造業中珩磨工件的孔,是一種利用珩磨頭珩磨工件精加工表面的磨床,我們經常提到的珩磨管就是它的主要加工產品之一。從結構上看珩磨機可以分為臥式和立式兩種,臥式珩磨機的工作行程較長,適用于珩磨深孔,深度可達3000毫米。其水平安置的珩磨頭不旋轉,只作軸向往復運動,工件由主軸帶動旋轉,床身中部設有支承工件的中心架和支承珩磨桿的導向架。在加工過程中,珩磨頭的油石在脹縮機構作用下作徑向進給,把工件逐步加工到所需尺寸。
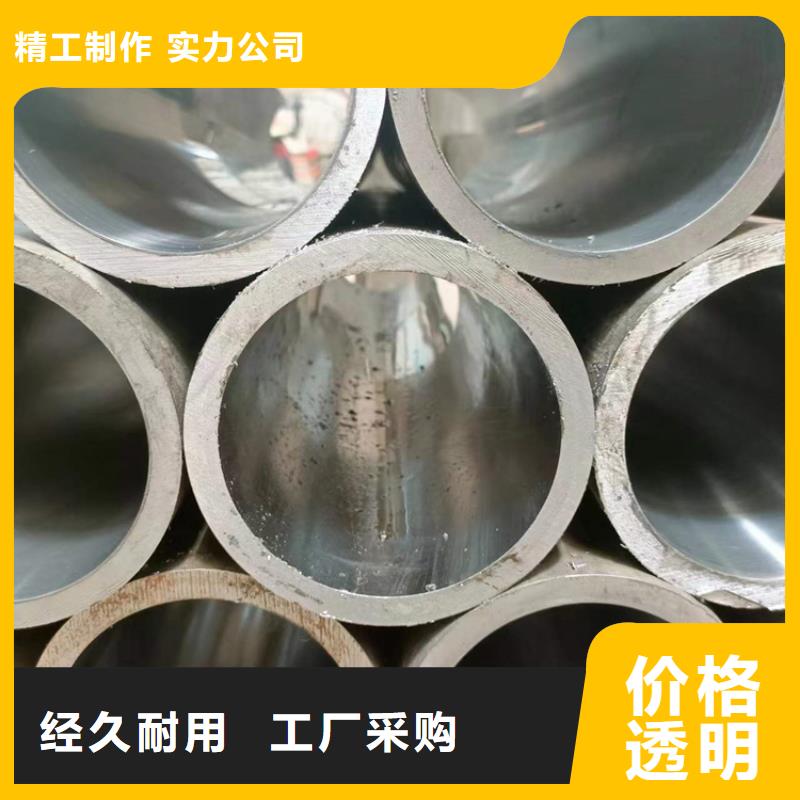
<日照>九冶管業有限公司 山東日照市珩磨油缸管 <日照>九冶管業有限公司為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。
