

聯(lián)系我們

- 一體化污水處理設(shè)備養(yǎng)殖場(chǎng)污水處理設(shè)備通過(guò)檢測(cè)
- 橋梁護(hù)欄道路護(hù)欄質(zhì)量無(wú)憂
- 密集柜,鋼制單人床專業(yè)生產(chǎn)設(shè)備
- 清淤涵洞清理庫(kù)存豐富
- 耐候板紅銹鋼板產(chǎn)品優(yōu)勢(shì)特點(diǎn)
- 物流樂(lè)從到物流專線運(yùn)輸公司返空車零擔(dān)倉(cāng)儲(chǔ)搬家家具五包服務(wù)
- 立體車庫(kù)轉(zhuǎn)豬升降機(jī)好品質(zhì)經(jīng)得住考驗(yàn)
- 燃料,無(wú)醇燃料質(zhì)量可靠
- 不銹鋼護(hù)欄不銹鋼復(fù)合管護(hù)欄源廠供貨
- 不銹鋼復(fù)合管護(hù)欄2_橋梁景觀欄桿高標(biāo)準(zhǔn)高品質(zhì)
- D20-61-1.5高溫風(fēng)機(jī)好貨直供2025已更新(今日/標(biāo)準(zhǔn))爐尾風(fēng)機(jī)
- PAM聚丙烯酰胺適應(yīng)性強(qiáng)廠家型號(hào)齊全
- 圖紙定做【鑫康】檔案柜
- 賣二級(jí)消石灰的供貨商
- 3003鋁排品質(zhì)過(guò)關(guān)
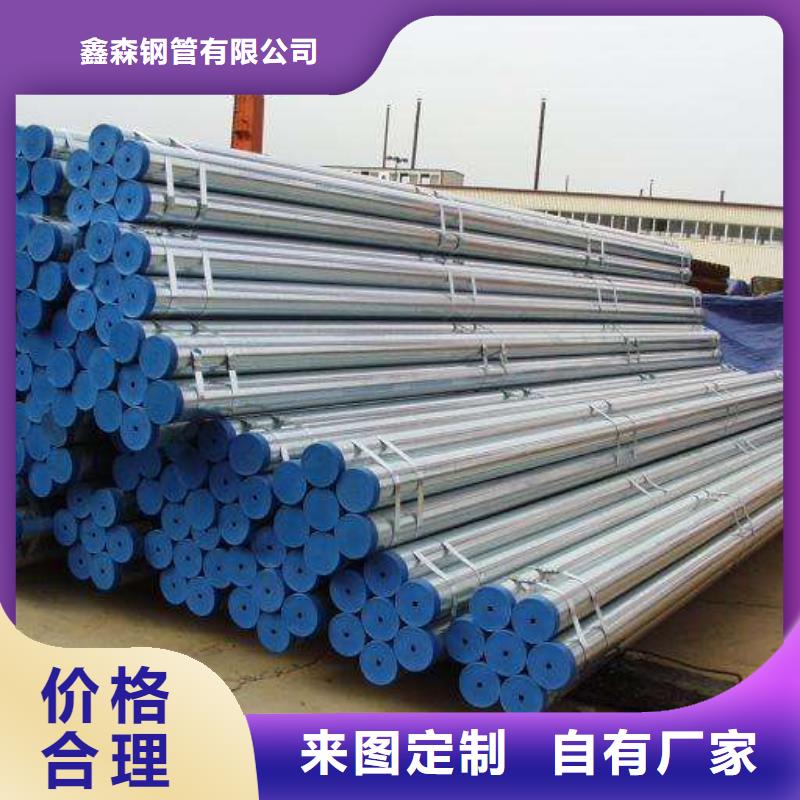
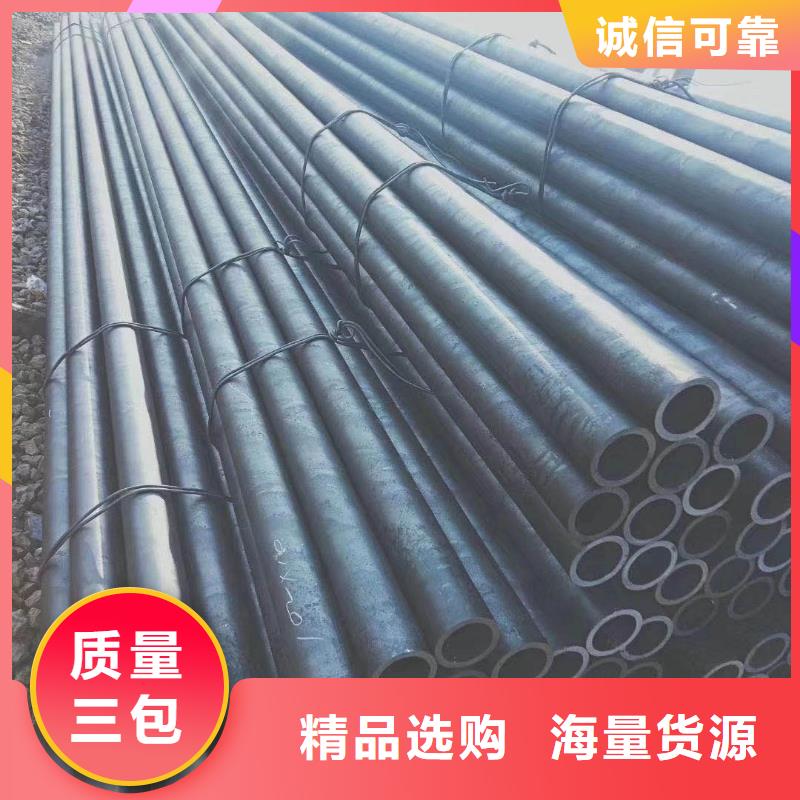
無(wú)縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)
更新時(shí)間:2025-06-08 01:32:10 ip歸屬地:鄂州,天氣:中雨轉(zhuǎn)小雨,溫度:24-26 瀏覽次數(shù):18 公司名稱:聊城 鑫森通達(dá)無(wú)縫鋼管(鄂州市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 446 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 無(wú)縫鋼管 | 20#、45#、Q345B |
| 產(chǎn)地 | 聊城 |
| 品牌 | 鑫森 |
| 無(wú)縫方管 | Q345B、20# |
| 范圍 | 無(wú)縫鋼管薄壁無(wú)縫鋼管生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽(yáng)市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市 梁子湖區(qū)、華容區(qū)、鄂城區(qū)等區(qū)域。 |

縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")
方管的圖文介紹
多年經(jīng)驗(yàn)物美價(jià)優(yōu)
縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")
鑫森通達(dá)無(wú)縫鋼管(鄂州市分公司)實(shí)力雄厚,專業(yè)生產(chǎn) 方管。經(jīng)過(guò)多年的發(fā)展,我公司已通過(guò)質(zhì)量管理體系認(rèn)證,公司秉承"以人為本、顧客至上"的理念,引進(jìn)先進(jìn)設(shè)備,成熟的 方管生產(chǎn)工藝和完善的質(zhì)量保證體系,同時(shí)擁有一支精良的施工安裝和快捷周到的售后服務(wù)隊(duì)伍,己發(fā)展成為湖北鄂州地區(qū)大的商業(yè)設(shè)施的生產(chǎn)商之一, 方管產(chǎn)品和服務(wù)受到廣大用戶的廣泛好評(píng)。

縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")
縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")
縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")
縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")
合金管的焊接工藝:焊前加熱,焊后淬火、回火
1、預(yù)熱
合金管電焊前,主要對(duì)合金管進(jìn)行加熱,控制溫度30分鐘后開(kāi)始焊接。
電焊的加熱和虛擬束溫回火處理由調(diào)溫處理的溫度控制柜主動(dòng)操作。采用遠(yuǎn)紅外跟蹤熱處理爐板。全智能主動(dòng)設(shè)置曲線圖并記錄曲線圖,熱阻準(zhǔn)確測(cè)量溫度。加熱時(shí)熱阻測(cè)點(diǎn)距離焊縫邊緣15mm-20mm。
2、焊接方法
1. 為了防止合金管的焊接變形,每個(gè)柱接頭由兩個(gè)人對(duì)稱焊接,焊接方向從中間向兩邊。焊接內(nèi)開(kāi)放(內(nèi)開(kāi)放時(shí)焊縫接近梁),實(shí)際操作從——層合金管第三層合金管道必須進(jìn)行小規(guī)格,因?yàn)槠潆姾肝<昂附幼冃蔚闹饕颉k姾敢恢寥龑雍螅瑧?yīng)進(jìn)行反刨。碳弧氣刨應(yīng)用后,需要對(duì)焊接機(jī)械設(shè)備進(jìn)行打磨,對(duì)焊接表面進(jìn)行氮化梳理,顯示金屬質(zhì)感,防止表面碳化產(chǎn)生裂紋。外孔焊接一次,其余內(nèi)孔焊接一次。
2. 電焊=兩層合金管時(shí),焊接方向應(yīng)與層合金管相反,依此類推。每層對(duì)接焊縫間隔15-20mm。
3.應(yīng)保持多臺(tái)焊機(jī)的焊接電流、焊接速度和重疊層數(shù)。
4. 在電焊中,必須從引弧板開(kāi)始焊接,并在引弧板上結(jié)束焊接。電焊后切斷、打磨、清潔。
3、經(jīng)調(diào)質(zhì)處理后
焊縫電焊后,應(yīng)在12小時(shí)內(nèi)進(jìn)行回火處理。如不能立即對(duì)合金管進(jìn)行調(diào)質(zhì)淬火處理,應(yīng)聽(tīng)取保溫和緩冷的建議。當(dāng)進(jìn)行回火處理時(shí),應(yīng)測(cè)量?jī)蓚€(gè)熱阻的溫度,并在焊縫兩側(cè)焊接熱阻
縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")
縫鋼管薄壁無(wú)縫鋼管質(zhì)量層層把關(guān)")