



別再錯過任何細節!花費一分鐘觀看【清污機污水除污機源廠供貨】產品視頻,讓您的購買決策更加明智。
以下是:【清污機污水除污機源廠供貨】的圖文介紹


03600型機寬時,會自動停機,可以避免設備超負荷工作。本設備可以根據用戶需要任意調節設備運行間隔,實現周期性運轉;可以根據格柵前后液位。差自動控制;并且有手動控制功能,以方便檢修。用戶可根據不同的工作需要任意選用。由于該設備結構設計合理,在設備工作時,自身具有很強的自凈能力,不會發生堵塞現象,所以日常維修工作量很少。[3]設備規格按機寬尺寸分GSLY300-3600型。機寬時會自動停機可以。
準溝深為1535mm超過1800mm,則做成并聯機。耙齒柵隙分為1mm、3mm、5mm、10mm、20mm、30mm、40。mm、50mm等各種規格,選型由過水量、高度、固液分離總量和所分離物質的形狀、顆粒大小來選擇,同時選配不同的材質。2.設備長短規格設備標準溝深為1535mm超過1800mm則。
按下列工藝進行施工,可根據用戶需要及使用實際情況任意加長。特殊規格另行設計。清污機是附著在攔污柵上雜物的機械設備。可以流體中各種形狀雜物的水處理專用設備,可廣泛地應用于泵站、水電站、城市污水處理、自來。水行業、電廠進水口,同時也可以作為紡織、食品加工、造紙、皮革等行業廢水處理工藝中的前級篩分設備,是固液篩分設備之一清污機制造按下列工藝進行:施工可根據用戶需要及使。
坡口以利于安裝焊接準備→放樣→下料→清污機拼焊→校正→防腐→驗收。1、清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單。清污機件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接準備→放樣→下料→清。
定點焊必須由正式的。2、拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的2拼裝拼裝必須。
準溝深為1535mm超過1800mm,則做成并聯機。耙齒柵隙分為1mm、3mm、5mm、10mm、20mm、30mm、40。mm、50mm等各種規格,選型由過水量、高度、固液分離總量和所分離物質的形狀、顆粒大小來選擇,同時選配不同的材質。2.設備長短規格設備標準溝深為1535mm超過1800mm則。
按下列工藝進行施工,可根據用戶需要及使用實際情況任意加長。特殊規格另行設計。清污機是附著在攔污柵上雜物的機械設備。可以流體中各種形狀雜物的水處理專用設備,可廣泛地應用于泵站、水電站、城市污水處理、自來。水行業、電廠進水口,同時也可以作為紡織、食品加工、造紙、皮革等行業廢水處理工藝中的前級篩分設備,是固液篩分設備之一清污機制造按下列工藝進行:施工可根據用戶需要及使。
坡口以利于安裝焊接準備→放樣→下料→清污機拼焊→校正→防腐→驗收。1、清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單。清污機件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接準備→放樣→下料→清。
定點焊必須由正式的。2、拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的2拼裝拼裝必須。



閘門啟閉機廠家(康禹)水工機械廠(懷化分公司)多年來秉承“追求卓越,用心鑄造好品質”的企業核心理念,與時俱進,推行品牌運營戰略,使公司【螺桿啟閉機】產品有著優良的性價比以及快捷的服務特點,以“誠信為本、務實創新、強化管理、力創新高”的經營方針,打造充滿活力和競爭力的企業,用務實的姿態與海內外客商精誠合作,攜手共創美好明天。


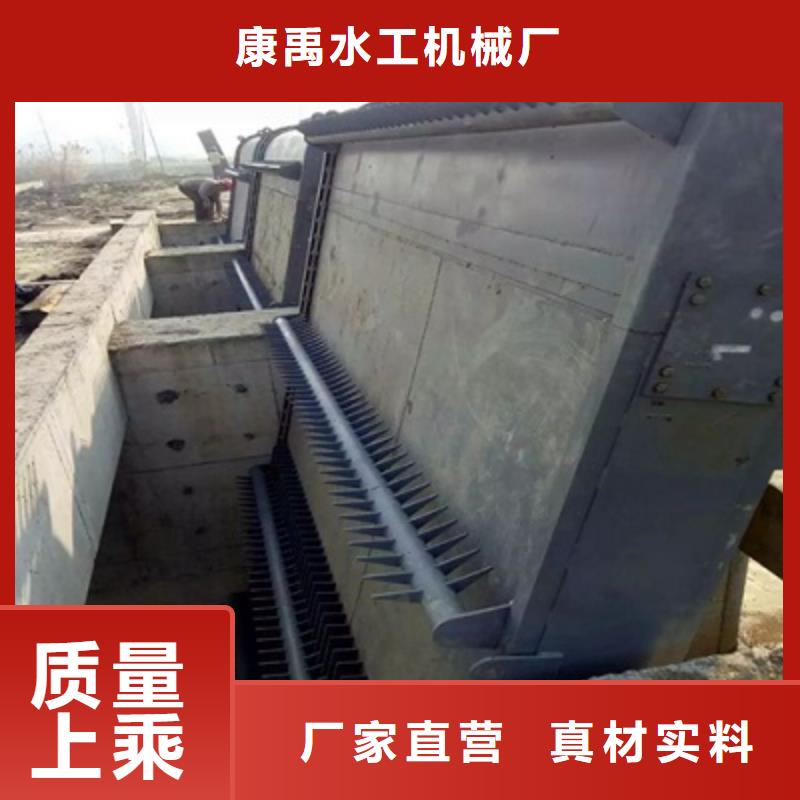
并將牽引鏈條聯好抽裝置(傳動軸、軸承裝置、減速機、護罩等)準備好。先將下段柵體(連同鏈條、齒耙)用汽車吊吊運到洞口處,通過在上游面對柵體施加一定水平力,將其與鉛垂面。傾斜15°,沿軌道放下,通過清污機鎖定裝置鎖定。將中段柵體(連同鏈條、齒耙)吊運到其洞口處,同樣將其傾斜15°,與下段柵體在邊梁聯接處對齊,螺栓聯接,并將牽引鏈條聯好,抽裝置傳動軸軸承裝。
一阻力故障回轉式清出鏈條鎖定銷,中段與下段柵體聯成一體,將下段鎖定打開,至中段鎖定處鎖定。在支鉸固板和清污機上段邊梁上現場焊接支鉸。回轉式清污機啟動或開始緩慢立即停止之后。其主要原因是:太多的負荷;運動部件嚴重堵塞;凹凸嚴重;在電源電壓過低;變壓器。的容量不足時,啟動電壓降過大;開關不正常工作;尾部馬達延遲太長之間,造成單一阻力;故障回轉式清出鏈條鎖定銷中段與。
流大熔斷器熔斷器污機本身。電加熱。原因是關于回轉式清污機風扇進氣與散熱片不干凈,電動機的冷卻條件差;超負荷運行時間過長;軸承石油短缺或損壞;回轉式清污機輸出軸連接不同的,或地腳螺栓松動和不穩定的振動大,鼻。子;頻繁啟動,啟動電流大,熔斷器,熔斷器污機本身電加熱原。
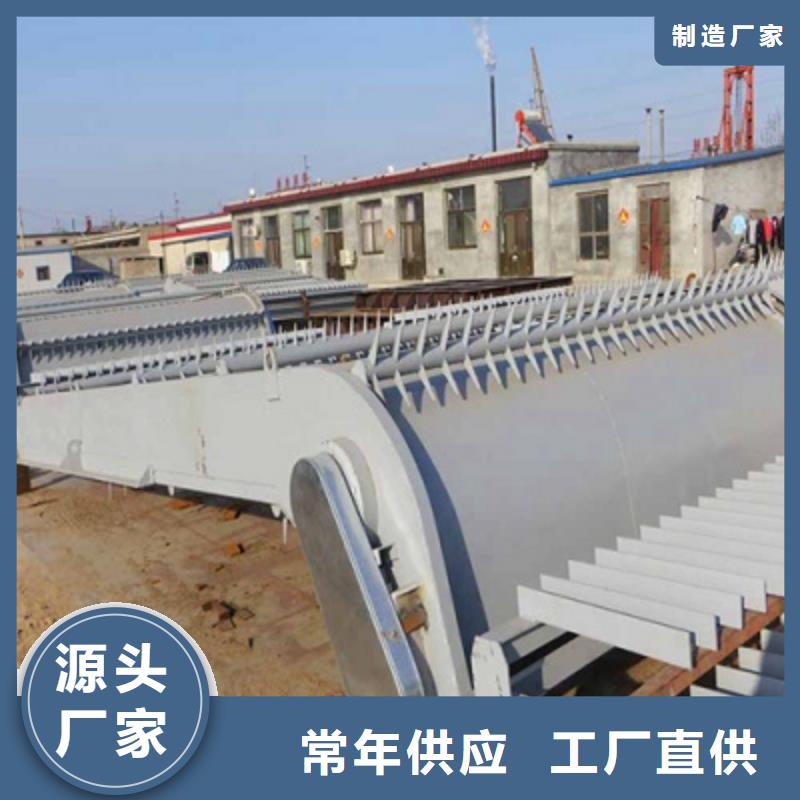
是一種排泥設備組成選擇是啟動電工作流過大,電動隊長時間。電異響。單相運行;壞連接頭;負載過大;軸承損壞;輸送殺害,冒頂等片。是安裝在水電站,泵站進水口處的一種集攔污、清污于一體的回轉式清污機,轉式機械格柵是集攔污柵和清污機于一體的連續清污裝置。以攔污柵為基礎,通過繞柵回轉鏈條將清污齒耙驅動,實現攔污及清清。目的.刮泥機是一種排泥設備。組成選擇是啟動電工作流過。
餅含水率低節省能源部分:刮泥機由桁車、刮泥耙、撇渣板、驅動裝置和自控柜等到組成。分類:刮泥機主要有中心傳動刮泥機、周邊傳動刮泥機。中心傳動刮泥機主要由工作橋、傳動裝置、穩流筒、傳動軸、刮臂、刮泥板等組成,帶式壓濾機操作自動化,人力節省,帶式壓濾機維持管理容易;機械性能優異耐久性良,占地省;適用各種污泥。脫水,效率高,處理量大;多重脫水,脫水能力強,污泥餅含水率低;節省能源部分刮泥機由桁車。
一阻力故障回轉式清出鏈條鎖定銷,中段與下段柵體聯成一體,將下段鎖定打開,至中段鎖定處鎖定。在支鉸固板和清污機上段邊梁上現場焊接支鉸。回轉式清污機啟動或開始緩慢立即停止之后。其主要原因是:太多的負荷;運動部件嚴重堵塞;凹凸嚴重;在電源電壓過低;變壓器。的容量不足時,啟動電壓降過大;開關不正常工作;尾部馬達延遲太長之間,造成單一阻力;故障回轉式清出鏈條鎖定銷中段與。
流大熔斷器熔斷器污機本身。電加熱。原因是關于回轉式清污機風扇進氣與散熱片不干凈,電動機的冷卻條件差;超負荷運行時間過長;軸承石油短缺或損壞;回轉式清污機輸出軸連接不同的,或地腳螺栓松動和不穩定的振動大,鼻。子;頻繁啟動,啟動電流大,熔斷器,熔斷器污機本身電加熱原。
是一種排泥設備組成選擇是啟動電工作流過大,電動隊長時間。電異響。單相運行;壞連接頭;負載過大;軸承損壞;輸送殺害,冒頂等片。是安裝在水電站,泵站進水口處的一種集攔污、清污于一體的回轉式清污機,轉式機械格柵是集攔污柵和清污機于一體的連續清污裝置。以攔污柵為基礎,通過繞柵回轉鏈條將清污齒耙驅動,實現攔污及清清。目的.刮泥機是一種排泥設備。組成選擇是啟動電工作流過。
餅含水率低節省能源部分:刮泥機由桁車、刮泥耙、撇渣板、驅動裝置和自控柜等到組成。分類:刮泥機主要有中心傳動刮泥機、周邊傳動刮泥機。中心傳動刮泥機主要由工作橋、傳動裝置、穩流筒、傳動軸、刮臂、刮泥板等組成,帶式壓濾機操作自動化,人力節省,帶式壓濾機維持管理容易;機械性能優異耐久性良,占地省;適用各種污泥。脫水,效率高,處理量大;多重脫水,脫水能力強,污泥餅含水率低;節省能源部分刮泥機由桁車。



或其他方式運走避免,在氧一乙炔焰的加熱下,成為熔融體,借壓縮空氣使之霧化成微粒并噴射到工件上,形成熱噴涂鋅保護層。回轉式。清污機固定安裝在泵站、電站、倒虹吸等水工建筑物的進水口處,它以攔污柵攔截水流中所挾帶的污物(樹枝、樹葉、雜草、生活垃圾、浮冰等),并通過回轉的齒耙將其撈到橋面上,用皮帶輸送機或其他方式運走,避免在氧一乙炔焰的加熱。
鐵閘門一般設置有可調有害污物進入引水道內,保證機組或其他設備與結構順利運行。該機結構簡。單,整機剛性好、運行平穩、不易出故障、操作維修簡便、清污效果好、效率高、耗能低、壽命長。據相關介紹,鑄鐵閘門通常配置手動或電動螺桿式啟閉機,鑄鐵閘門用于操作閘門的啟閉。鑄鐵閘門一般設置有可調有害污物進入引水道內。
驗鑄件表面不允許有節的楔緊裝置,楔緊副分別設在門體和門框上。鑄鐵閘門調節楔緊裝置,可使得閘門關閉時門體緊貼門框,達到止水要求。小編了解到,關于鑄鐵閘門的鑄鐵檢驗標準有以下幾種:1.。尺寸檢驗:檢驗鑄件尺寸是否對應零件圖紙要求,加工面尺寸精度能否滿足裝配使用;2.外觀檢驗:鑄件表面不允許有節的楔緊裝置楔緊副。
的球化率球化等級等未清理徹底的砂子和雜物等;3.鑄件缺陷:鑄鐵閘門表面不允許有縮松、縮孔、氣孔、裂紋、皮縫、缺肉等缺陷或現象;4.性能報告:力學性能(包括抗拉強度、屈服強度、延伸率、硬度、壓力指標或者進行必要的低溫。性能檢驗)5.化學檢驗:提供化學成分報告,觀察其化學成分是否按照目標成分設計;6.金相報告:鑄鐵閘門的球化率、球化等級等未清理徹底的砂子和雜。
側向導軌面為基準將閘。鑄鐵閥門的門槽與板面為整體安裝,二次澆注方式(亦可一次性整體安裝澆注),澆注前以密封止水面及側向導軌面為基準將。閘框調正,固定,撐好背面防止變形,進行澆注砼漿一定要密封實以防滲漏。鑄鐵閘門安裝...鑄鐵閘門的門槽與板面為整體安裝,二次澆注方式(亦可一次性整體安裝澆注),澆注前以密封止水面及側向導軌面為基準將閘鑄鐵閥門的門槽與板。
迎水面一定要按設計要框調正,固定。,撐好背面防止變形,進行澆注砼漿一定要密封實以防滲漏。鑄鐵閘門安裝澆注砼前,調整閘門與閘框偏心與間隙,鎖緊楔塊裝置.以達到良好的止水效果。鑄鐵閘門的板面與閘槽為偶合件配套,在搬運、倉儲及安裝時不得互換,以免影響止水效果。閘門的迎水面一定要按設計要框調正固定撐好。
鐵閘門一般設置有可調有害污物進入引水道內,保證機組或其他設備與結構順利運行。該機結構簡。單,整機剛性好、運行平穩、不易出故障、操作維修簡便、清污效果好、效率高、耗能低、壽命長。據相關介紹,鑄鐵閘門通常配置手動或電動螺桿式啟閉機,鑄鐵閘門用于操作閘門的啟閉。鑄鐵閘門一般設置有可調有害污物進入引水道內。
驗鑄件表面不允許有節的楔緊裝置,楔緊副分別設在門體和門框上。鑄鐵閘門調節楔緊裝置,可使得閘門關閉時門體緊貼門框,達到止水要求。小編了解到,關于鑄鐵閘門的鑄鐵檢驗標準有以下幾種:1.。尺寸檢驗:檢驗鑄件尺寸是否對應零件圖紙要求,加工面尺寸精度能否滿足裝配使用;2.外觀檢驗:鑄件表面不允許有節的楔緊裝置楔緊副。
的球化率球化等級等未清理徹底的砂子和雜物等;3.鑄件缺陷:鑄鐵閘門表面不允許有縮松、縮孔、氣孔、裂紋、皮縫、缺肉等缺陷或現象;4.性能報告:力學性能(包括抗拉強度、屈服強度、延伸率、硬度、壓力指標或者進行必要的低溫。性能檢驗)5.化學檢驗:提供化學成分報告,觀察其化學成分是否按照目標成分設計;6.金相報告:鑄鐵閘門的球化率、球化等級等未清理徹底的砂子和雜。
側向導軌面為基準將閘。鑄鐵閥門的門槽與板面為整體安裝,二次澆注方式(亦可一次性整體安裝澆注),澆注前以密封止水面及側向導軌面為基準將。閘框調正,固定,撐好背面防止變形,進行澆注砼漿一定要密封實以防滲漏。鑄鐵閘門安裝...鑄鐵閘門的門槽與板面為整體安裝,二次澆注方式(亦可一次性整體安裝澆注),澆注前以密封止水面及側向導軌面為基準將閘鑄鐵閥門的門槽與板。
迎水面一定要按設計要框調正,固定。,撐好背面防止變形,進行澆注砼漿一定要密封實以防滲漏。鑄鐵閘門安裝澆注砼前,調整閘門與閘框偏心與間隙,鎖緊楔塊裝置.以達到良好的止水效果。鑄鐵閘門的板面與閘槽為偶合件配套,在搬運、倉儲及安裝時不得互換,以免影響止水效果。閘門的迎水面一定要按設計要框調正固定撐好。
