


無需繁瑣的文字描述,觀看我們的視頻,讓滾壓管液壓油缸管生產廠家讓客戶買的放心產品一覽無余!
以下是:江蘇連云港滾壓管液壓油缸管生產廠家讓客戶買的放心的圖文介紹

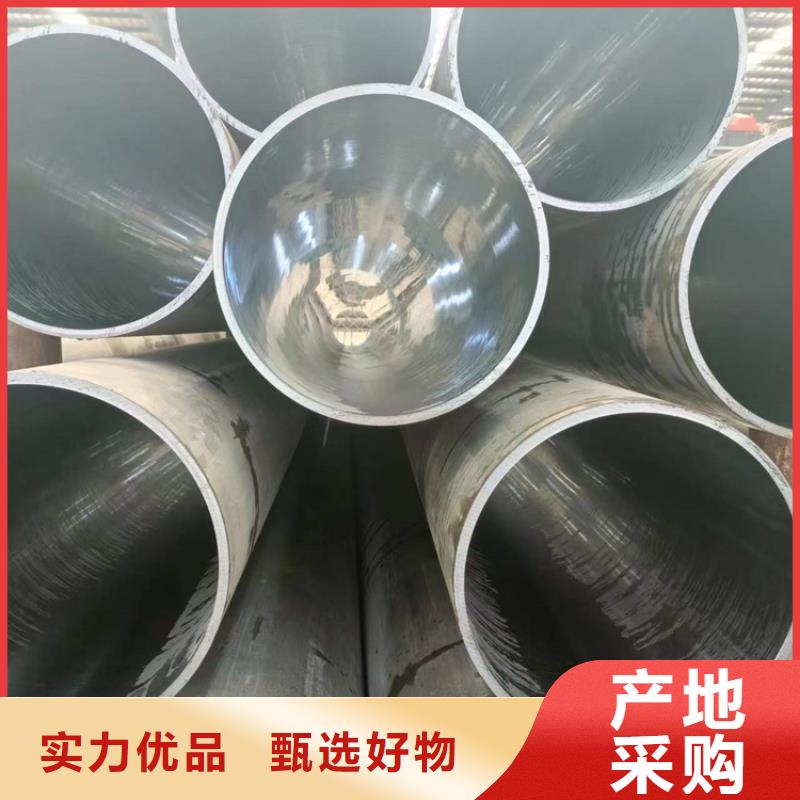
江蘇連云港珩磨管油缸管絎磨管很多鋼管的偏心都是這個時候產生的,所以嚴格控制這穿孔環節 十分重要。精軋鋼管 冷拔鋼管 由于穿孔的原因 也會產生偏心問題:任何破壞由軋輥、頂頭、導板三者形成的變形區幾何形狀正確性的因素,都將使毛管壁厚不均加劇。(1)頂頭。①頂頭的形狀設計,理想的頂頭輾軋錐應與軋輥出口錐平行,如果按照傳統的馬特維也夫公式設計頂頭,其頂頭的輾軋錐與軋輥的出口錐是不平行的,金屬在這樣一個逐漸擴大的間隙內變形,勢必造成管壁輾軋不充分而導致毛管壁厚不均,而且,隨送進角的增大毛管壁厚不均更加嚴重;②由于頂桿的剛度不夠,在穿孔過程中產生彎曲,使頂頭不能保持對中位置,從而使穿出的毛管壁厚不均;(2)導板。①導板距過大,在穿孔過程中是依靠導板的限制作用來保持穿孔中心線的,導板距大,頂頭在上下位置變化大,使頂頭不穩定,導致毛管壁厚不均。②上、下導板的不均勻磨損也會加劇壁厚不均程度。(3)軋輥。
①軋輥中心線偏斜:在生產過程中,由于穿孔機兩側壓下螺絲安裝不正確,或由于螺紋和軸承磨損而使兩輥間軸向發生水平偏斜,兩個軋輥的送進角不一致使變形區發生畸變而導致壁厚不均。
滾壓管


江蘇連云港珩磨管油缸管絎磨管 珩磨管淬火開裂與工件的形狀有密切的關系,鋼件形狀影響珩磨管淬火應力的大小和分布。工件上的缺口、尖角、溝槽、孔穴及斷面急劇變化的部位都是珩磨管淬火內應力集中處,是斷裂的危險部位。 加熱不當 工件在熱處理時的加熱溫度、保溫時間和加熱設備(爐內氣氛)等均能成為珩磨管淬火裂紋的誘因。珩磨管淬火加熱溫度愈高,淬裂傾向愈大。珩磨管淬火溫度升高,加熱保溫時間延長,使奧氏體晶粒長大,則珩磨管淬火馬氏體粗化、脆化,斷裂強度降低,這是淬裂傾向增大的根本原因。不容易發生淬裂的加熱爐是真空爐,其次按電爐、鹽浴爐、火焰爐的順序排列易于產生珩磨管淬火裂紋。重油爐、燃煤爐等火焰爐是容易發生淬裂的爐型。滾壓管



液壓機械(連云港市分公司)服務承諾
1、在客戶正常的儲運、保養、使用條件下,因【液壓油缸管】產品的制造質量問題而不能正常使用時,提供三包(保修、包退、包換)服務。
2、在接到【液壓油缸管】質量信息反饋時,將在24小時內提出處理意見,并做到100小時內趕到現場處理問題,待正常運轉后,再分析原因,明確責任。
3、為出廠【液壓油缸管】產品提供必要的技術文件和產品合格。
4、根據客戶需求或協議及時提供備品、備件和安裝、調試、維修服務及對客戶有關人員進行技術培訓。


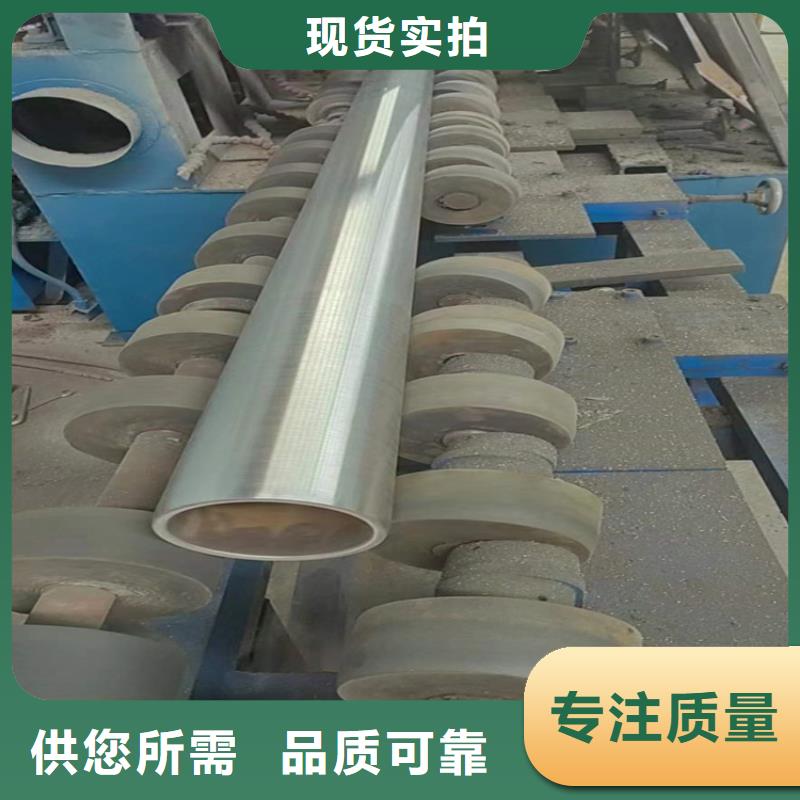
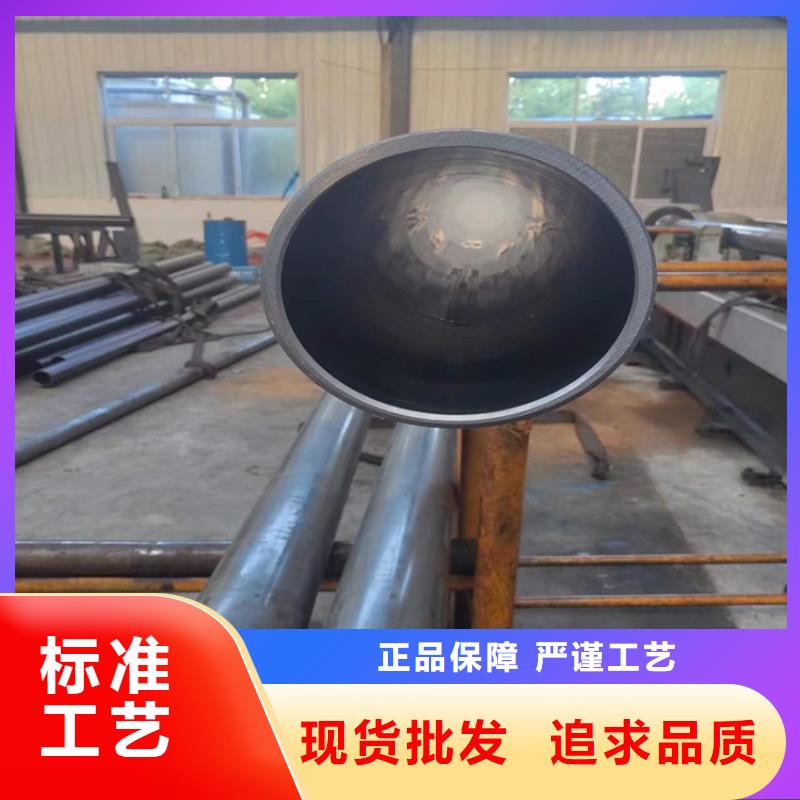
江蘇連云港珩磨管油缸管絎磨管絎磨管的優點主要有以下幾點:
1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。
2、修正圓度,橢圓度可≤0.01mm。
3、提高表面硬度,使受力變形,硬度提高HV≥4°。
4、加工后有殘余應力層,提高疲勞強度提高30%。
5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
在工藝上絎磨工藝就是珩磨機進行深孔絎磨的珩磨工藝是磨削加工的一種特殊形式,又是精加工中的一種加工方法。絎磨加工時珩磨時利用珩磨頭圓周上的一條或多條油石,同時使珩磨頭旋轉和往復運動,零件不動;或珩磨頭只作旋轉運動,工件來回運動,實現絎磨。而滾壓加工原理:是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加適量的壓力,硬度和強度增加,從而改變了工件表面的耐蝕性和配合性。滾壓管



