



為了讓您更地了解我們的寶鋼無縫管廠家直供,我們精心制作了產品視頻。請花1分鐘時間觀看,您會發(fā)現(xiàn)更多細節(jié)和優(yōu)勢。
以下是:寶鋼無縫管廠家直供的圖文介紹


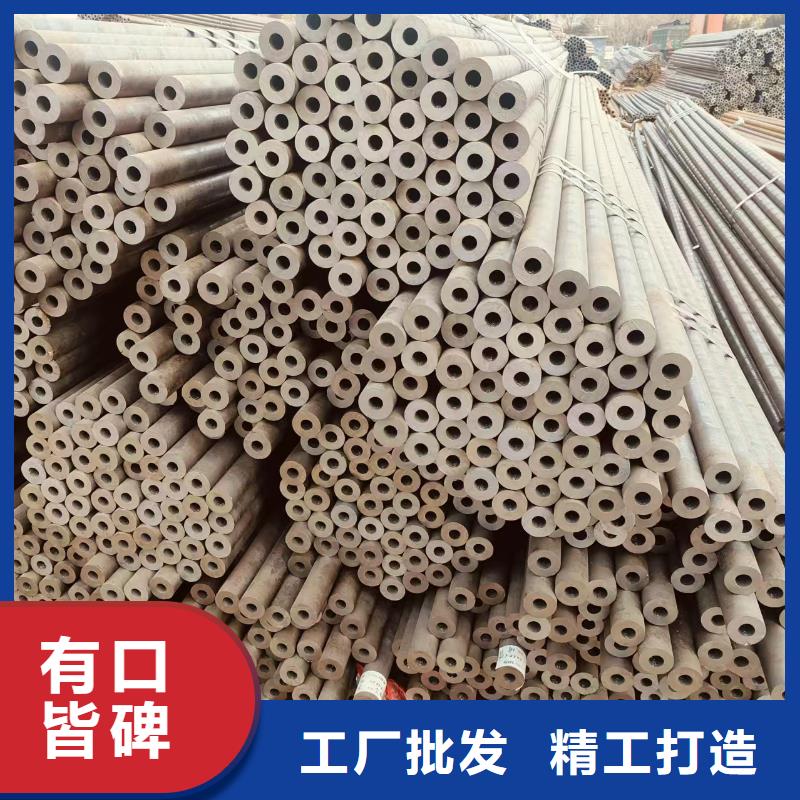
無縫管的種類無縫管根據用途、外形和材質的不同,可以分為多種類型。按用途分類一般用途無縫鋼管:用于輸送流體、本地結構零件等,如輸送水、當?shù)貧夤艿篮徒Y構件等。專用無縫管:用于鍋爐、地質勘探、當?shù)剌S承、同城耐酸等特殊用途。如鍋爐用無縫鋼管、本地地質用無縫鋼管和石油用無縫鋼管等。按外形分類圓形無縫管:常見的一種,用于各種流體輸送和結構件。異形無縫鋼管:包括方形、附近橢圓形、當?shù)厝切危切巍⒐献有巍⑼切切蔚榷喾N復雜形狀,用于特殊用途。按材質分類普通碳素結構鋼管:用于一般流體輸送和結構零件。低合金結構鋼管:具有較高的強度和韌性,用于高壓和高溫環(huán)境中的流體輸送。合金結構鋼管:具有優(yōu)異的機械性能和耐腐蝕性,用于制造精密機械零件和液壓設備等。不銹耐酸鋼管:具有優(yōu)異的耐腐蝕性能,用于輸送腐蝕性流體。



聚旺物資有限公司(臨滄分公司)是一家集 君誠鋼塑復合管研發(fā)、生產、銷售、售后于一體的綜合性企業(yè)。公司全體成員嚴格奉行“系統(tǒng)管理,質量保障,交貨快捷,客戶滿意”的宗旨, 竭誠為廣大新老客戶服務,邀您共創(chuàng)輝煌!


無縫管的生產是一個復雜而嚴謹?shù)倪^程,涉及多個關鍵步驟和注意事項。以下是對無縫管生產過程的詳細解析以及需要注意的事項:無縫鋼管的生產過程無縫管的生產過程主要包括以下幾個步驟:原料準備:原料主要是鋼板或鋼帶,其質量對無縫鋼管的終質量有至關重要的影響。因此,需要仔細檢查原料的表面質量、附近化學成分和機械性能等指標。加熱與穿孔:將原料加熱到一定的溫度(如1,300 °C),使其變軟并易于塑形。使用穿孔機將加熱后的原料穿孔,形成空心的厚壁毛管。穿孔過程中,原料會不斷旋轉和前進,以確保形成的毛管內壁光滑。熱軋或冷軋:熱軋:毛管經過熱軋機進行軋制,通過多道次軋制逐漸減薄壁厚,形成接近成品尺寸的荒管。熱軋過程中,需要嚴格控制加熱溫度、本地軋制速度等參數(shù),以防止材料性能下降或產生裂紋。冷軋:對于需要更高尺寸精度和表面質量的產品,可以采用冷軋工藝。冷軋通常在二輥式軋機上進行,通過多次軋制達到所需的尺寸和表面質量。冷拔:冷拔工藝是在常溫下對無縫鋼管進行拉伸,以進一步減小其外徑和壁厚。冷拔過程中需要控制拔制速度和減徑率,以防止鋼管內部產生裂紋。精整與熱處理:精整工藝包括切頭、去毛刺、同城矯直、當?shù)厮嵯础⒈镜乩涮幚怼⒈镜責崽幚淼炔襟E。酸洗時要注意防止過酸腐蝕鋼管表面;熱處理則用于殘余應力、附近改善組織結構、同城提高力學性能。檢驗與入庫:



合金無縫管是在碳鋼的基礎上添加了其他合金元素,以其強度和耐腐蝕性。這類鋼管包括不銹鋼無縫鋼管、本地鋁合金無縫管和合金結構鋼無縫鋼管等。不銹鋼無縫鋼管,如304和316等牌號,具有優(yōu)異的耐腐蝕性和耐高溫性能,廣泛應用于化工、當?shù)厥汀⒈镜厥称泛歪t(yī)療等行業(yè)。鋁合金無縫鋼管則因其輕量化、耐腐蝕和易加工的特性,常用于航空航天、汽車制造和建筑領域。合金結構鋼無縫鋼管,如CrMo和CrMo910等,具有高強度和耐磨性,適用于高溫和高壓環(huán)境下的應用,如鍋爐、石油鉆探和發(fā)電設備等。### 耐熱合金無縫管耐熱合金無縫鋼管主要用于高溫環(huán)境下的應用,如熱交換器、高溫管道和爐具等。這類鋼管通常具有較高的熱穩(wěn)定性和抗氧化性能,能夠在高溫下保持其機械性能和結構完整性。常見的耐熱合金無縫鋼管有1Cr18Ni9Ti和1Cr17Ni7等。



般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。熱軋無縫鋼管的交貨狀態(tài)一般是熱軋狀態(tài)經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋?zhí)幚砗笠M行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗,貼上標簽、當?shù)剡M行規(guī)格編排后放置到到倉庫當中。圓管坯→加熱→穿孔→三輥斜軋、當?shù)剡B軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、同城冷軋或冷撥制成。無縫鋼管的規(guī)格用外徑*壁厚毫米數(shù)表示。熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。一般用無縫鋼管是用10、同城20、附近30、附近35、本地45等優(yōu)質碳結鋼16Mn、附近5MnV等低合金結構鋼或40Cr、當?shù)?0CrMnSi、附近45Mn2、本地40MnB等合結鋼熱軋或冷軋制成的。10、本地20等低碳鋼制造的無縫管主要用于流體輸送管道。45、本地40Cr等中碳鋼制成的無縫管用來制造機械零件,如汽車、附近拖拉機的受力零件。一般用無縫鋼管要保證強度和壓扁試驗。熱軋鋼管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱處理狀態(tài)交貨。熱軋,顧名思義,軋件的溫度高,因此變形抗力小,可以實現(xiàn)大的變形量。以鋼板的軋制為例,一般連鑄坯厚度在230mm左右,而經過粗軋和精軋,終厚度為1~20mm。同時,由于鋼板的寬厚比小,尺寸精度要求相對低,不容易出現(xiàn)板形問題,以控制凸度為主。對于組織有要求的,一般通過控軋控冷來實現(xiàn),即控制精軋的開軋溫度、本地終軋溫度.圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。
