


無論您是初次接觸還是已經熟悉,我們的珩磨管研磨管追求品質產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:揚州廣陵珩磨管研磨管追求品質的圖文介紹


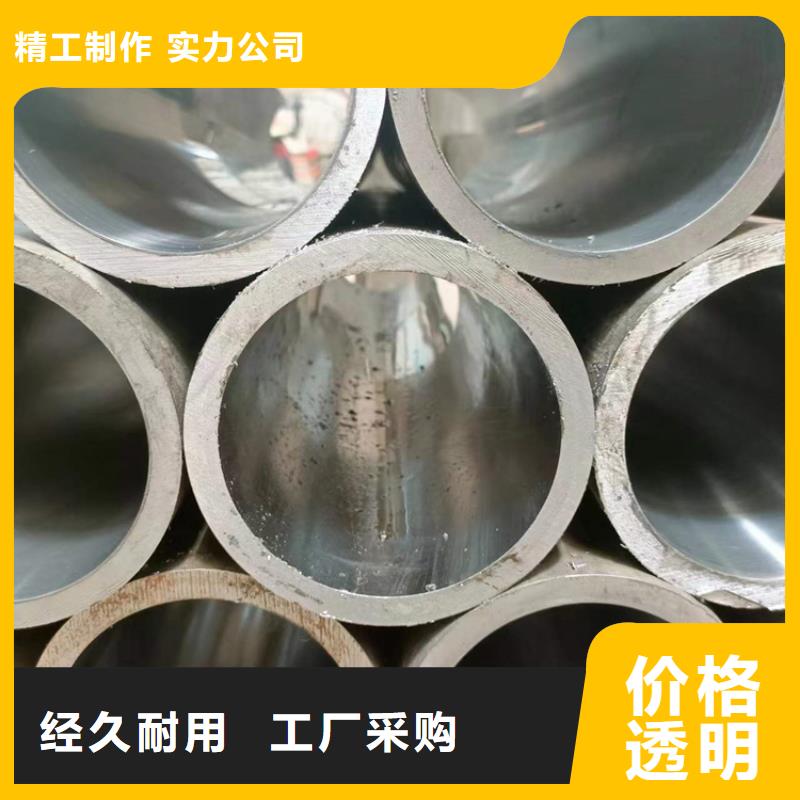
為了提率,珩磨管的生產都是機械化方式了,將珩磨頭與機床主軸采用浮動連接,以保證余量均勻。由于砂條很長,珩磨時工件的凸出部分先與砂條接觸,接觸壓力較大,使凸出部分很快被磨去,直至修正到工件表面與砂條全部接觸。因此,珩磨能夠修正前道工序產生的幾何形狀誤差和表面波度誤,但不能修正軸線位置誤差。要想使珩磨管獲得良好的珩磨效果,除選用先進的珩磨工具及正確選用磨條材料和粒度外,珩磨時采用工藝參數對加工質量和生產率也有很大的影響。比如說適當增加珩磨的往復運動速度,除了提高工效外,還能改善表面質量。



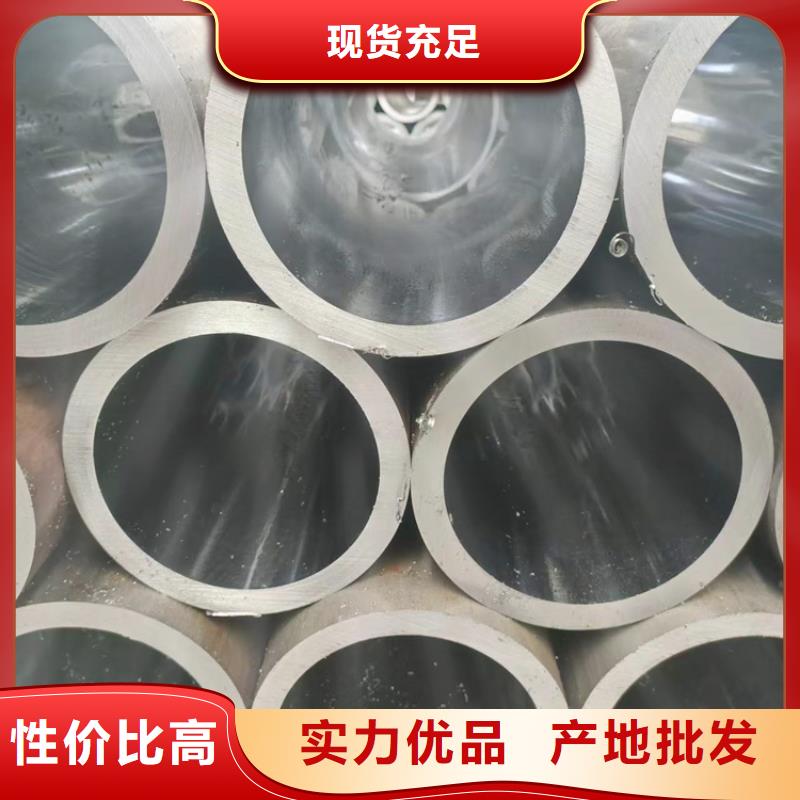
冷拔絎磨管 工藝流程冷拔(軋)無縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→入庫。什么是冷拔絎磨管?熱軋鋼管用連鑄板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。珩磨管主要應用于工程、冶金、塑料、礦山、筑路、紡織等行業。珩磨管的加工形式主要有冷軋、冷拔和珩磨通常有三種類型。今天小編主要給大家來介紹一下珩磨管與拋光管的區別。


九冶管業(廣陵區分公司)始終堅持“用戶至上,質量可信”的宗旨,按用戶要求開發、生產 研磨管產品,確保產品設計、原材料采購、生產制造、檢驗、包裝防護和交付、售后服務等全過程處于受控狀態,確保產品技術標準達到同類產品標準,保證按質、按期交貨,為顧客提供可靠的 研磨管和滿意服務。企業以高質量求產品創新,以率強化企業管理,以高服務取信用戶,奮發圖強,勇攀高峰。



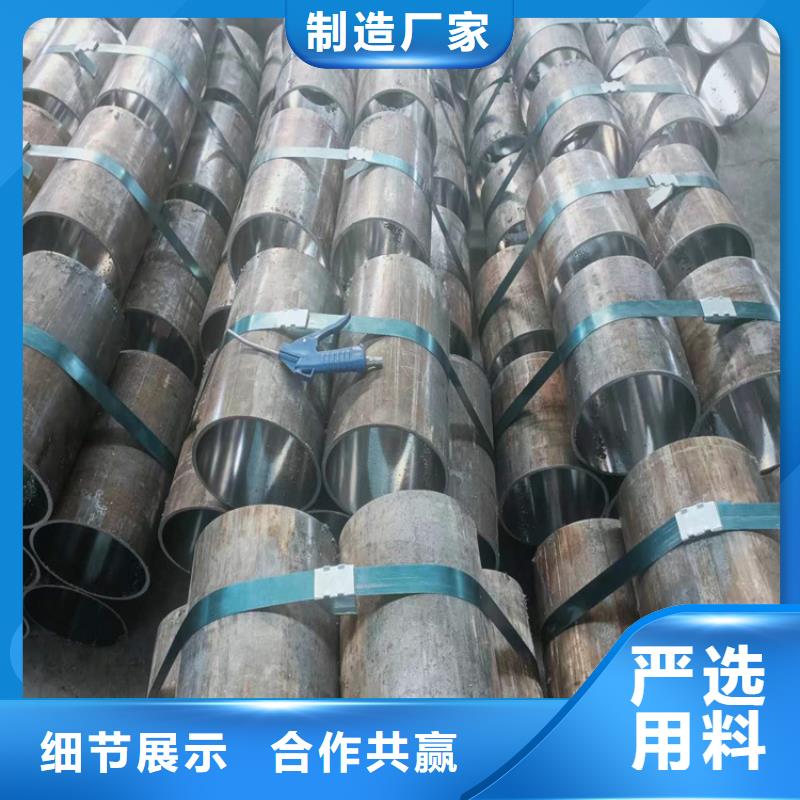
而立式珩磨機的主軸工作行程較短,適用于珩磨缸體和箱體孔等,鑲嵌有油石的珩磨頭由豎直安置的主軸帶動旋轉,同時在液壓裝置的驅動下作垂直往復進給運動,從而完成對珩磨管的加工。現在大部分的珩磨機都是半自動的,常帶有自動測量裝置,還可納入自動生產線工作。除加工孔的珩磨機外,還有加工其他表面的外圓珩磨機、軸承滾道珩磨機、平面珩磨機和曲面珩磨機等。不管是哪一款珩磨設備,操作時都要檢查它的潤滑部位,特別是變速箱,看是否有潤滑油。如果沒有油,就得向所有的注油孔內注油。同時還要檢查冷卻液是否清潔,冷卻液要定期清理,不允許使用污濁不堪的冷卻液。另外,不要忘了檢查珩磨機中的油石超越尺寸是否正確,珩磨頭的漲縮是否靈活,緊固油石座的彈簧是否牢固。調節好機床主軸的旋轉運動和往復運動,使它符合工藝規范規定的要求。


珩磨管的應用1、拆卸液壓油缸之前,應使液壓回路卸壓。否則,當把與油缸相聯接油管接頭擰松時,回路中的高壓油就會迅速噴出。液壓回路卸壓時應先擰松溢流閥等處的手輪或調壓螺釘,使壓力油卸荷,然后切斷電源或切斷動力源,使液壓裝置停止運轉。2、拆卸時要按順序進行。由于各種液壓缸結構和大小不盡相同,拆卸順序也稍有不同。一般應放掉油缸兩腔的油液,然后拆卸缸蓋, 拆卸活塞與活塞桿。在拆卸液壓缸的缸蓋時,對于內卡鍵式聯接的卡鍵或卡環要使用專用工具,禁止使用扁鏟;對于法蘭式端蓋必須用螺釘頂出,不允許錘擊或硬撬。在活塞和活塞桿難以抽出時,不可強行打出,應先查明原因再進行拆卸。3、卸卸前后要設法創造條件防止液壓缸的零件被周圍的灰塵和雜質污染。例如,拆卸時應盡量在干凈的環境下進行;拆卸后所有零件要用塑料布蓋好,不要用棉布或其他工作用布覆蓋。4、拆卸時應防止損傷活塞桿頂端螺紋、油口螺紋和活塞桿表面、缸套內壁等。為了防止活塞桿等細長件彎曲或變形,放置時應用墊木支承均衡。5、油缸拆卸后要認真檢查,以確定哪些零件可以繼續使用,哪些零件可以修理后再用,哪些零件必須更換



