
我們的螺旋管冷拉扁鋼誠信經營視頻現已上線,從細節到整體,從外觀到性能,讓您了解它的每一個方面。
以下是:螺旋管冷拉扁鋼誠信經營的圖文介紹
聚力群達金屬材料有限公司(滁州分公司)是一家自主研發,銷售一體的現代化企業,公司主要生產【光亮扁鋼】,品質好,質量高,客戶至上,歡迎垂詢。


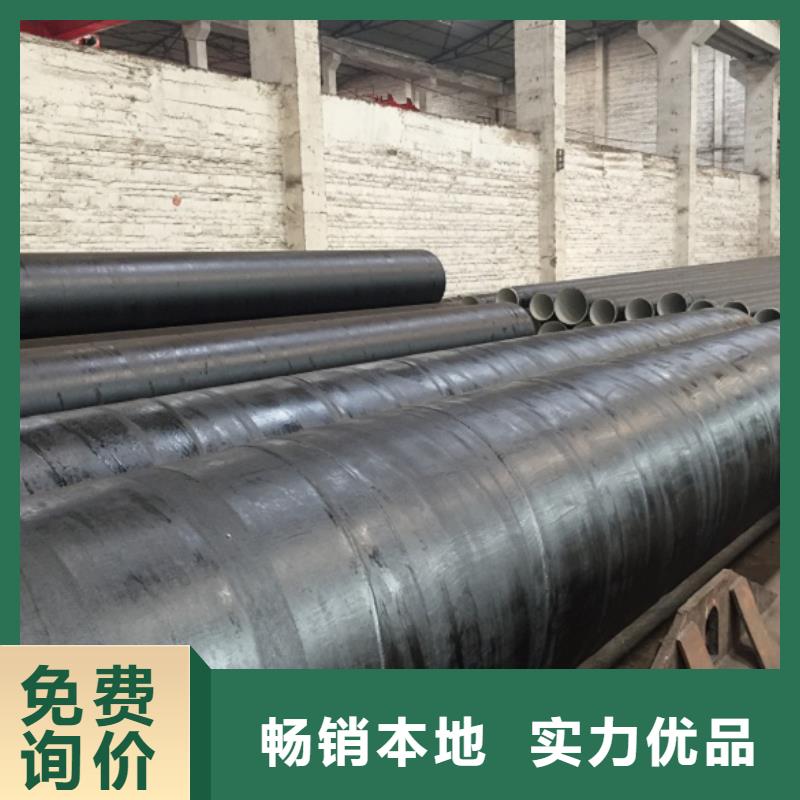
將制成的螺旋管用水沖洗,然后脫機。 但是,在高溫加熱后,水冷后的螺旋鋼管的溫度仍然較高。 因此,夏季離線螺旋鋼管應注意以下幾點:
1.從鋼絲上取下螺旋鋼管后,將其放在平坦的地方,然后將其平放。 不要互相擠壓。 如果將擠出物放置至少24小時,則PE層應完全附著在鋼管的外壁上。
2.螺旋鋼管離線后不要下雨。 雨后很容易導致管接頭泄漏。
3.在螺旋鋼管的生產過程中,環氧樹脂粉和粘合劑應比平常大1%,以達到實際所需的厚度。
4.下線后,請勿將螺旋鋼管暴露在高溫下。 暴露很容易引起PE層膨脹,從而使鋼管的外壁脫落,從而無法達到防腐作用。



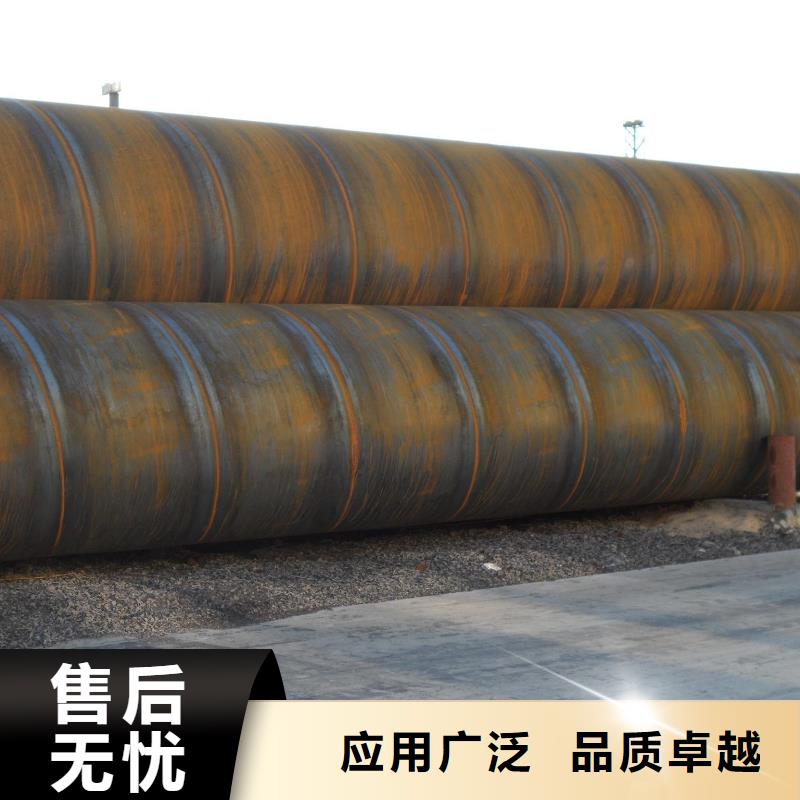
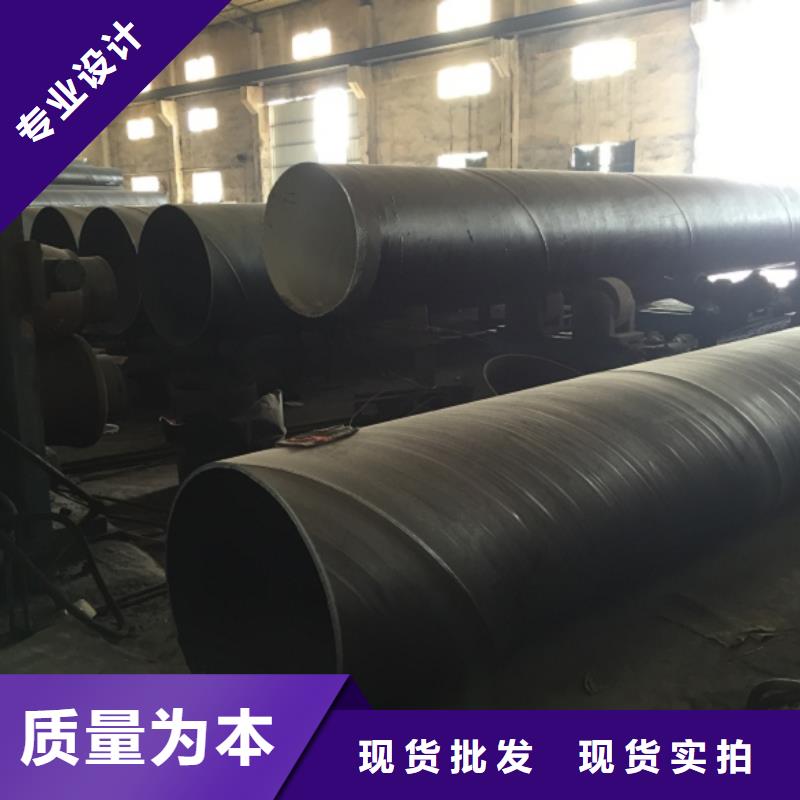
螺旋管在制作螺旋焊管過程中,需注意以下幾個問題:
涂油打標:在檢查合格的螺旋鋼管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。 矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、當地板邊平行度和坡口形狀。剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規范長度。目視檢查:由專業技術人員對一些基本的參數進行檢查。



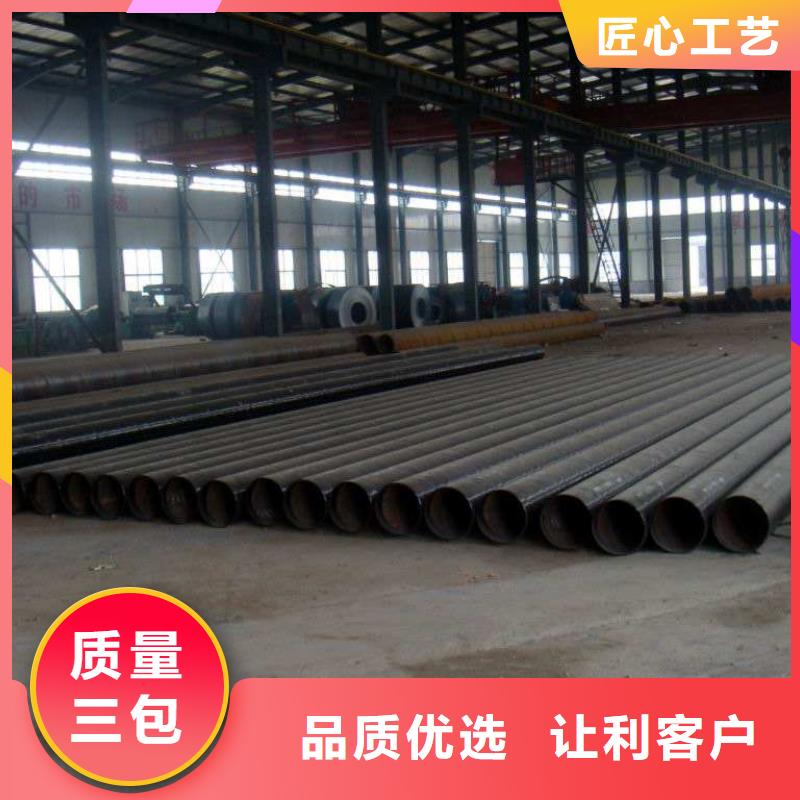
螺旋鋼管的主要技術特點:
在成型過程中,鋼板均勻變形,殘余應力小,表面無劃痕。 加工后的螺旋鋼管在直徑和壁厚的尺寸范圍內具有更大的靈活性,特別是在生產高品質厚壁管,特別是中小直徑厚壁管時,具有比其他工藝更具優勢并且可以 滿足用戶。 對螺旋管的規格有更多要求。
采用先進的雙面埋弧焊技術,可在較好位置進行焊接,不易出現錯邊,焊縫偏斜,熔深不完全等缺陷,易于控制焊接質量。
鋼管100%質量檢驗,使鋼管生產全過程得取得有效檢驗和監控,有效保證了產品質量。
整個生產線的所有設備都具有與計算機數據采集系統聯網的功能,以實現實時數據傳輸,并從中件控制室實現生產過程的技術參數。



9711標準:
9711標準也就是我們常說的國標,人們也習慣稱為國標螺旋焊管,主要應用于石油天然氣等行業,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
二、當地5037標準:
5037標準就是我們常說的部標,也是我們 的標準,然們習慣稱為部標螺旋焊管,主要是應用于壓力非常小的流體工程,對于直徑在508以下的要求偏差范圍,是上下12.5%508以上的螺旋焊管是上下10%。
目前很多螺旋管廠家為了便利生產,一般都是按照實際壁厚生產,這一點一定要注意。
