

雙金屬復合耐磨板廠家、6+6復合耐磨板定制的詳細視頻已經上傳,從產品的外觀到內在,從功能到性能,視頻將為您呈現一個真實、的產品形象。
以下是:雙金屬復合耐磨板廠家、6+6復合耐磨板定制的圖文介紹


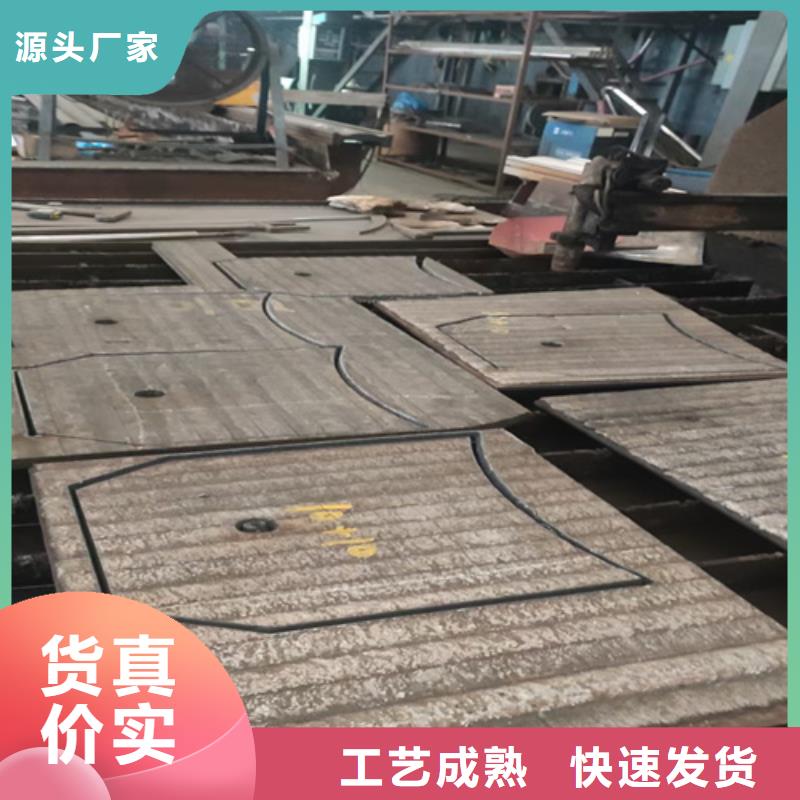
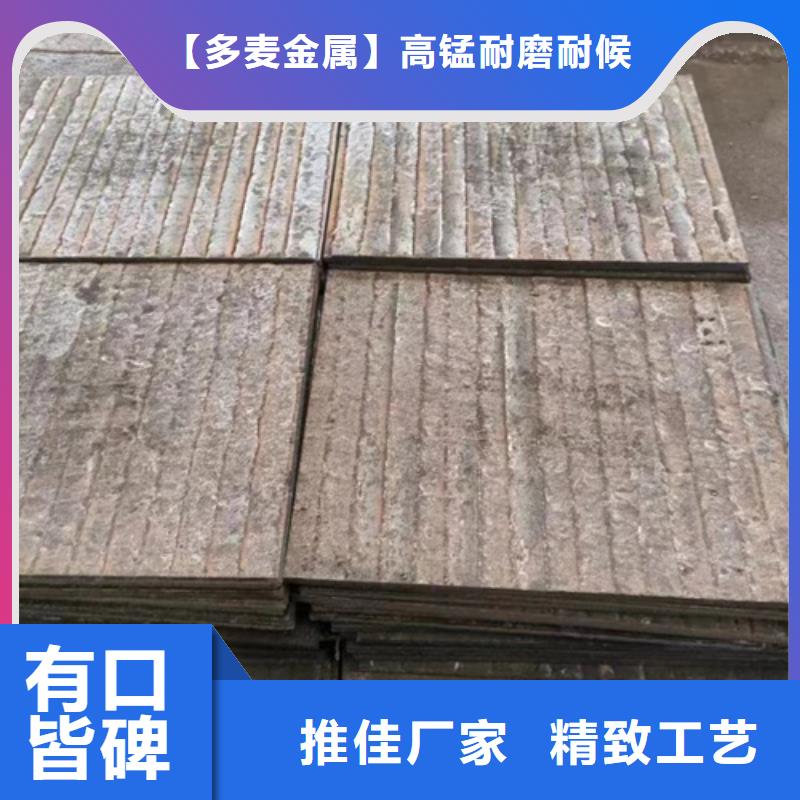
復合耐磨鋼板的優點2.1高層的化學成分中碳含量達3%~5%,鉻含量高達20%~40%,其金相組織中碳化物的體積分數達到50%以上,宏觀硬度為HRC55~65,碳化物的顯微硬度為HV1400一1800,高于沙石中石英的顯微硬度HV800~1200。復合鋼板的能為熱處理鋼的5~6倍、當地不銹鋼的5倍、當地高錳鋼的5~6倍,Q345(16Mn)的11倍(常溫磨粒磨損實驗數據)。在堆焊板時,采用工藝方法控制碳化物的生長方向,使碳化物的生長方向與磨料流動方向相垂直,即使與同成分和硬度的鑄造合金相比較,能也提高1.3倍以上,其遠遠高于噴焊和熱噴涂等方法制備的層,適應含塵濃度不大于3kg/m3、當地氣流速度不大于25m/s等工況條件下的粉塵磨粒磨損。2.2良好的抗沖擊性復合鋼板的基板為低碳鋼或低合金鋼等韌性材料,體現了雙金屬的優越性。層抵抗磨損介質的磨損,基板承受介質的載荷,因此具有良好的抗沖擊性,可以承受物料輸送系統中高落差料斗等工況條件下的沖擊和磨損。2.3方便的加工性能復合鋼板可以切割、當地調平、當地制孔、當地彎曲和卷曲,制成平板、當地弧板、當地錐板、當地圓筒等形狀。切割好的復合板可以通過拼焊的方式制成各種形式的工程結構件或零部件。復合板還可用模具熱壓成復雜形狀。復合鋼板可以用螺栓或焊接等方法固定在設備上,方便更換維修。2.4復合鋼板雖然制造成本較高,但能延長部件的使用壽命,因而維修費用和停機損失大為降低,高的設備利用率就意味著高的生產效率和企業經濟效益,其性價比較之普通材料高約2~4倍。對于隨著物料處理量越大,磨損越嚴重,對運轉率影響越大的設備,使用與之相適應的復合鋼板,其產生的經濟效益越明顯。



【多麥金屬】高錳耐磨耐候鋼板生產廠家(寶雞分公司) 35#鋼板網店遍布20多個省,2小時內駐地 35#鋼板服務人員到達客戶現場。以全過程、全身心、全天候、的四全服務標準,為您排憂解難。


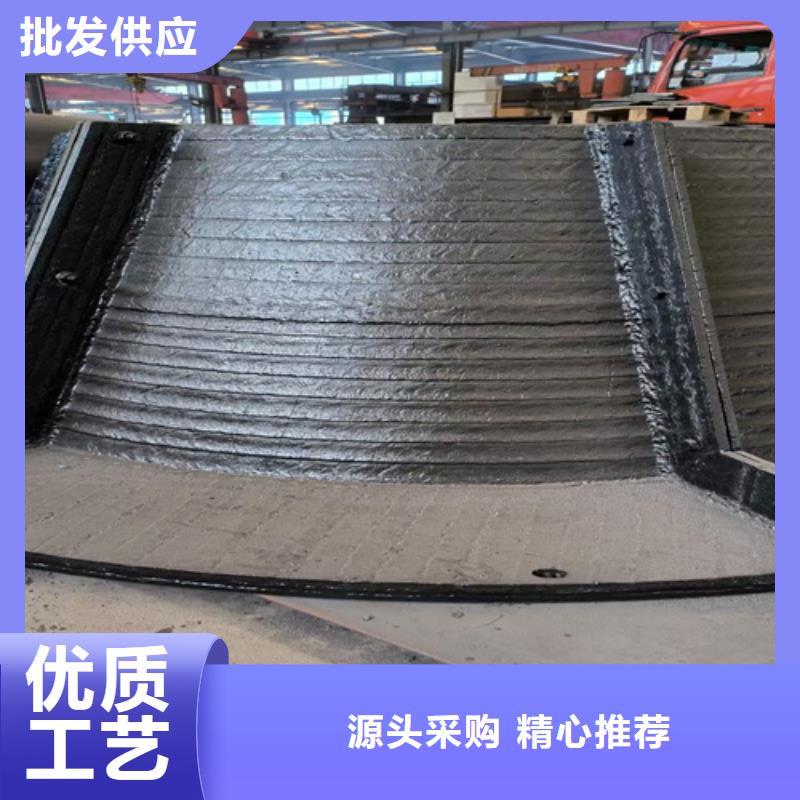
常用碳化鉻耐磨鋼板焊材碳化鉻復合耐磨鋼板焊接材料按其復合結構分為基層,過渡層,耐磨層和耐磨層補焊分別采用特種焊接材料進行焊接。特別注意的是焊條在使用前必須經 300℃下1h 的烘焙, 然后在約 100℃下保存。在使用過程中焊條置于保溫筒中, 并隨用隨取。焊條從烘焙箱里取出超過 4h,如果沒有用完應重新烘焙。對基本和耐磨層之間的過渡層,在施焊時每側至少一層焊肉。而對于基層,至焊滿,且余高小于 2.5mm.。耐磨層為至少焊兩層,且余高不大于 1mm。耐磨層側完成施焊后,其焊縫一般會出現應力裂紋,如果應力裂紋沒有暴露出基層,不需作任何處理。如果應力裂紋暴露出基層,則應該采用耐磨焊條進行補焊處理。焊接作業須在室內場地或有遮風避雨的措施戶外作業場地進行,應對焊接作業區域提供適當的防風遮蔽和防護措施。根據信鉻鋼的特性,在與法蘭連接時,仍需采用特殊施工工藝。管件伸入法蘭內圓,且法蘭內圓開大坡口,基板與法蘭采用普通焊條連接,焊縫堆至于管體平齊, 然后采用信鉻鋼耐磨焊條將基板與耐磨層堆焊,焊縫厚度為10mm, 這樣特殊的制作工藝增加了許多施工量,但只有這種工藝才能完全保護基板在使用中,不會出現耐磨層未被磨損完全前基層就開始發生磨損,從而造成信鉻鋼失去其耐磨功能。復合耐磨鋼板



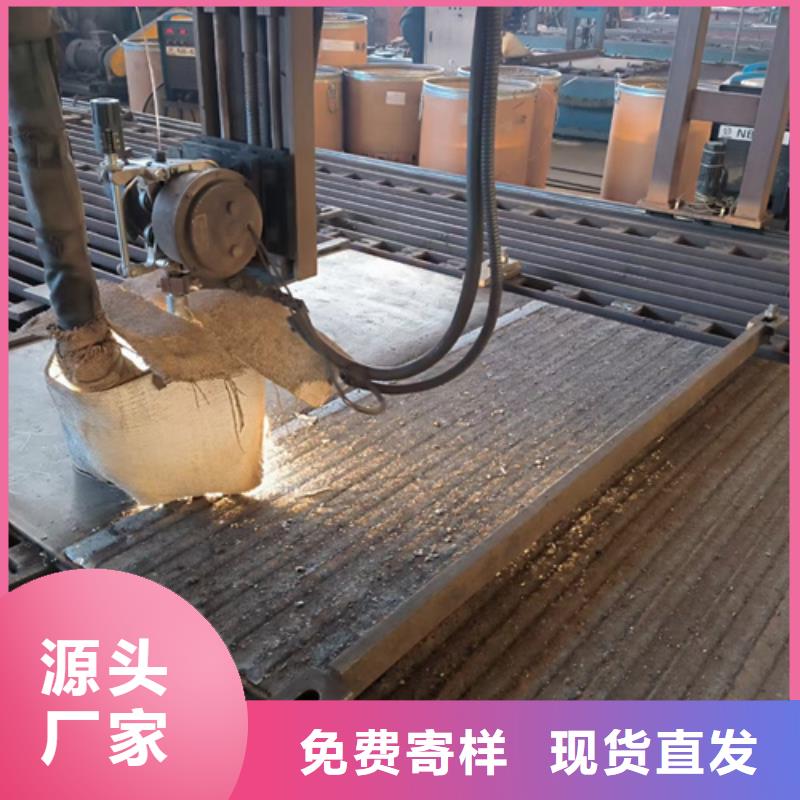
坡口的加工:復合鋼板坡口的加工方法,可根據焊接構件的尺寸、本地形狀與本單位加工條件選用。一般有以下幾種方法:1、本地刨削與車削。對有角度要求的坡口,可以在鋼板下料后,采用刨床或刨邊機對鋼板邊緣進行刨削;對圓形工件或鋼板開坡口,可以采用車床或鋼板坡口機、本地電動車板機等對其邊緣進行車削。采用刨削與車削方法可加工各種形式的坡口。2、本地鏟削。用風鏟鏟坡口或挑焊根。3、本地碳弧氣刨。利用碳弧氣刨槍對鋼板坡口加工或挑焊根,與風鏟相比,能勞動條件且效率較高,特別是在開U形坡口時 為顯著。缺點是要用直流電源,刨割時煙霧大,應注意通風。對已加工好的坡口邊緣上的油、本地銹、本地水垢等污物,焊前應 掉,以利于焊接并獲得質較好的焊縫,清理時可根據污物種類及具體條件選用鋼絲刷、本地電動或風動鋼絲刷輪、本地氣焊火焰、本地鏟刀、本地銼刀等,有時要用除油劑(汽油、本地丙酬、本地四氯化碳等)清洗。復合耐磨鋼板

