




為了讓您更地了解我們的排污用柔性鑄鐵排水管,我們精心制作了產品視頻。我們將帶您領略產品的非凡之處,讓您對它有更深入的了解和認識。
以下是:排污用柔性鑄鐵排水管的圖文介紹

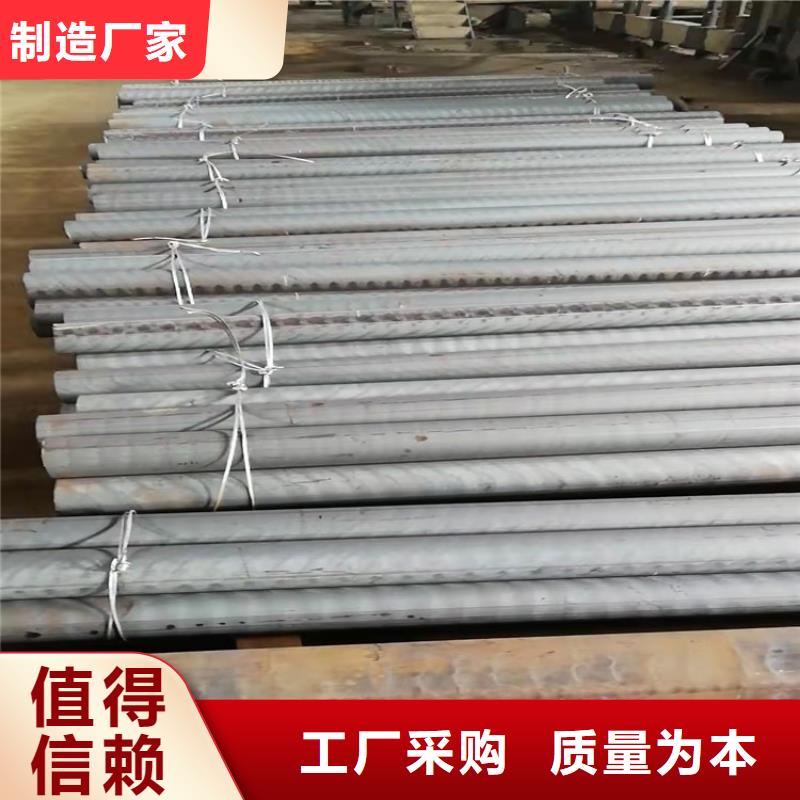
球墨鑄鐵型材,現在通過觀察試塊來判斷球化情況是普遍采用的一種方法。各廠所用試塊形狀很多、尺寸各異,多數工廠采用三角形試塊。根據我廠生產特點、鑄件大小和厚薄,選用三角試塊截面積尺寸為12.5mm(底)×50mm((高)。還有些工廠采用圓形試塊,例如Ф15mm、Ф25mm、Ф30mm不等。鐵液理畢后用取樣勺由鐵液表面以下200mm處出液并澆成試塊并冷至暗紅色方可水淬冷卻球良的塊外圓比灰鑄鐵大得多外觀清潔光亮很有砂通常立澆的三角試塊兩側有縮陷臥澆塊頂面或兩側有縮陷試塊冷卻敲斷后球化良好試,呈銀白色或銀灰色瓷狀斷口白口清晰中間有疏松若斷口呈銀白色并有放射狀花紋則表球劑加入量偏高產生的碳化物較多此時試塊入時發出“”的脆裂聲試片輕擊即斷且新擊的口很濃的電石氣味因此好澆注時進行浮硅育若口呈銀灰色并有均勻分布的小黑點若斷呈色晶。三角試樣球化質量的兩種鑒別方法。需要注意的是,球墨鑄鐵型材球化良好的三角試塊經淬水打斷后立即會有電石氣味逸出。2)白口深度與球墨鑄鐵種類、類型和鐵液成分有關,因此表中沒有給出數據,稀土鎂球墨鑄鐵棒白口深度不十分明顯。


球墨鑄鐵型材可以焊接。焊接方法視鑄鐵棒的材質、復雜程度、缺陷類型和尺寸,以及切削加工和技術要求等來選擇不同焊接方法。并按不同的焊接要求作焊前準備,如油污及夾砂、開坡口或預熱等。焊接方法有氣焊、釬焊、手工電弧焊、手工電渣焊。其中氣焊分為熱焊法、加熱減應區法、不預熱氣焊;手工電弧焊分為冷焊、半熱焊、不預熱焊和熱焊。鑄鐵棒焊接的應用:1、 鑄造缺陷的焊接修復。采用焊接方法修復有缺陷的鑄鐵棒,由于焊接成本低,不僅可獲得巨大的經濟效益,而且有利于及時完成生產任務。2、已損壞的鑄鐵棒成品件的焊接修復。鑄鐵成品件在使用過程中會受到損壞,出現裂紋等缺陷,使其報廢。若換新的不僅價格昂貴,而且需要很長時間,用焊接方法可以及時修復出現的裂紋。3、零部件的生產。指用焊接的方法將鑄鐵棒(主要是球墨鑄鐵棒)件與鑄鐵件、各種鋼件或有色金屬焊接起來而生產出零件



對QT600-3球墨鑄鐵型材、鑄鐵棒‘薄壁圓管、板狀及缺口試樣,對光滑實心圓棒、缺口實心圓棒、缺口平板和中心孔板試樣進行單軸拉伸試驗以及對薄壁圓管試樣進行扭轉試驗,獲得了試樣的荷載-位移曲線,并測試了材料在不同應力狀態下的斷裂應變;通過對試樣變形過程的觀測,用光學顯微鏡確定了試樣的啟裂位置。結合觀測球墨鑄鐵棒金相組織,采用Matlab編寫程序對球墨鑄鐵棒金相進行了定量金相分析,針對球墨鑄鐵棒金相組織的不同因素討論其球墨鑄鐵棒力學性能的影響;使用光學顯微鏡和掃描電鏡系統對試樣斷口形貌進行觀測,根據試樣宏微觀斷口討論不同試樣的斷裂形式,為研究材料在復雜應力狀態下破壞提供依據。然后采用ABAQUS有限元分析軟件進行塑性大變形數值模擬計算分析,結合數值模擬與顯微觀測結果,確定了不同試樣啟裂點位置的應力狀態參數,進一步探討了斷裂應變與應力三軸度之間的關系。通過研究,得到的主要結論有:(1)根據拉伸和扭轉試驗與數值模擬分析,拉伸和扭轉的等效應力應變曲線基本相同。(2)根據本文的試驗與數值模擬結果可知,缺口實心圓棒試樣斷裂應變隨著應力三軸度的升高而降低,與GTN模型描述由孔洞模型韌性材料破壞規律相符合,而缺口平板試樣和中心孔板試樣的破壞規律與GTN模型描述的斷裂應變與應力三軸度的規律不相符。(3)對斷裂應變相同而應力三軸度不同的情形,發現Lode參數相差較大,可判定Lode參數是影響材料斷裂的重要因素。



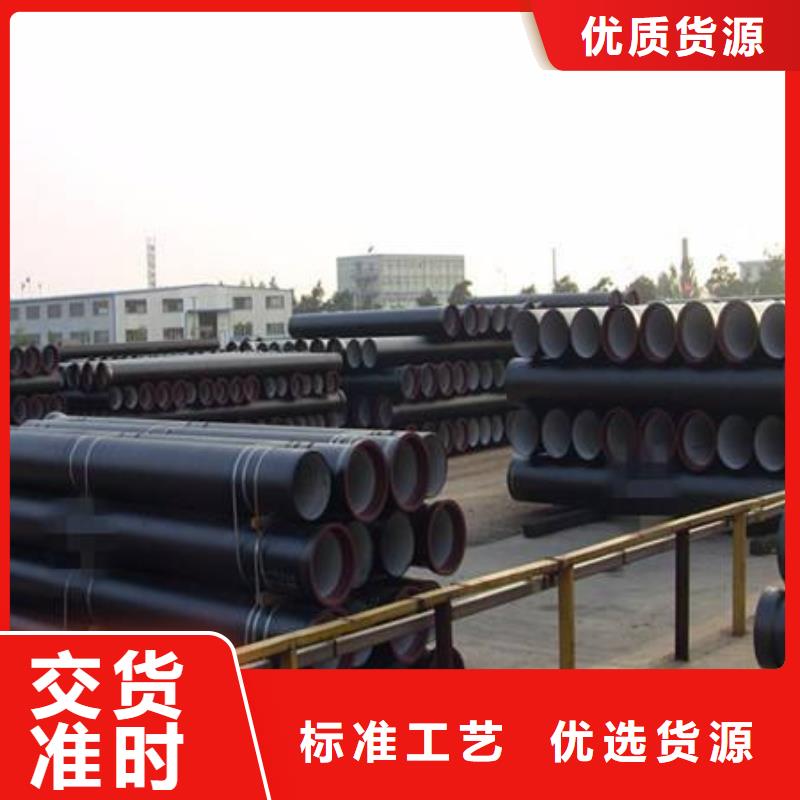
球墨鑄鐵管廠家廠家直銷,可來廠參觀考察,以低價格,讓利客戶,保證售后,一年內 球墨鑄鐵管廠家產品質量出問題,免費換新。飛翔鑄業有限公司(菏澤分公司)有著十多年生產經驗追求品質、不斷創新,一切為客戶著想是我們的經營理念。因此,我們除了著重產品的質量外,還不斷開發新款式、新產品,更能適合、滿足各檔次的需求和市場的發展。

