

15crmoH型鋼生產(chǎn)廠家視頻已經(jīng)精心制作完成,它將以全新的方式展現(xiàn)產(chǎn)品的獨(dú)特魅力,讓您為之傾倒。
以下是:15crmoH型鋼生產(chǎn)廠家的圖文介紹

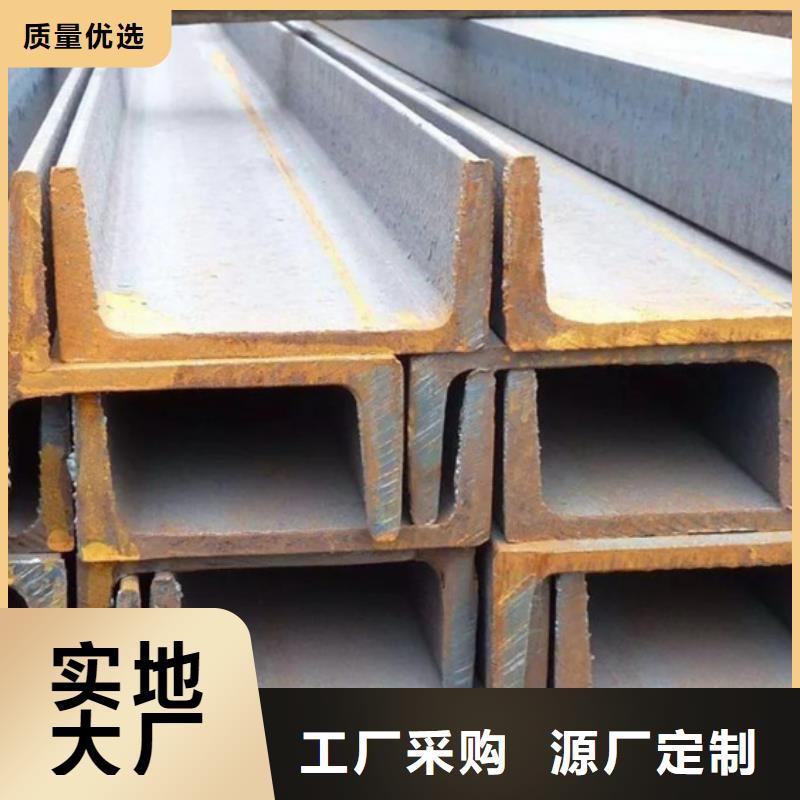
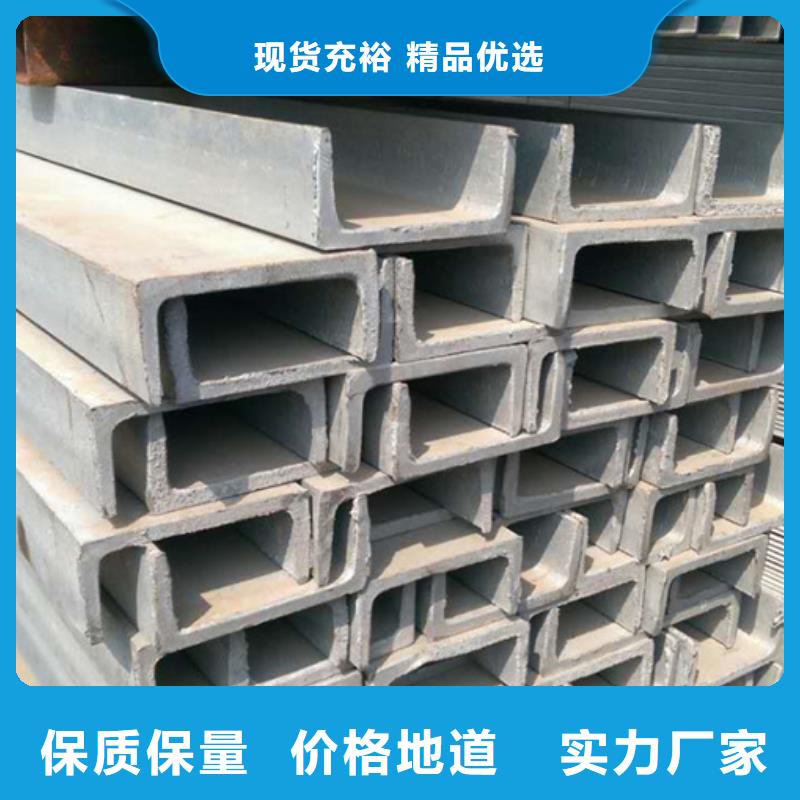
Q355E槽鋼的對(duì)接工藝共有五點(diǎn),下面就來(lái)逐一介紹每一個(gè)步驟:一步:原材料檢驗(yàn):檢驗(yàn)準(zhǔn)備對(duì)接槽鋼的外形尺寸是否合格,若不合格則需矯正或更換材料。二步:劃線:a)根據(jù)對(duì)接后的長(zhǎng)度尺寸,在準(zhǔn)備對(duì)接的角鋼上劃線,劃線前應(yīng)滿足兩個(gè)要求:()、保證對(duì)接槽鋼的小長(zhǎng)度要大于200mm。(2)、長(zhǎng)度方向上應(yīng)留有2~3mm的余量。b)劃線的原則是槽鋼的兩翼板上的切割線應(yīng)垂直于腹板,腹板上切割線應(yīng)成45°夾角。三步:型材切割:用半自動(dòng)火焰切割機(jī)沿劃線下料,下料后用半自動(dòng)火焰切割機(jī)或砂輪機(jī)在槽鋼內(nèi)側(cè)面開 45°單V形坡口(見(jiàn)下圖)。切割面應(yīng)光滑平整,無(wú)缺口。四步:拼裝:拼裝前把兩根準(zhǔn)備拼裝的槽鋼倒扣于平臺(tái)上,然后調(diào)整兩槽鋼的直線度及間隙,點(diǎn)焊固定。五步:焊接:采用氣體保護(hù)焊(GMAW)焊接,為減少焊接變形,焊前應(yīng)將槽鋼成對(duì)背靠背點(diǎn)焊在一起,先焊翼板上的坡口側(cè),然后焊接腹板的坡口,坡口側(cè)焊接完成后。打開成對(duì)第六步:注意要點(diǎn):焊接的話主要是擔(dān)心焊不牢和焊接應(yīng)力過(guò)大。
廠家")
廠家")
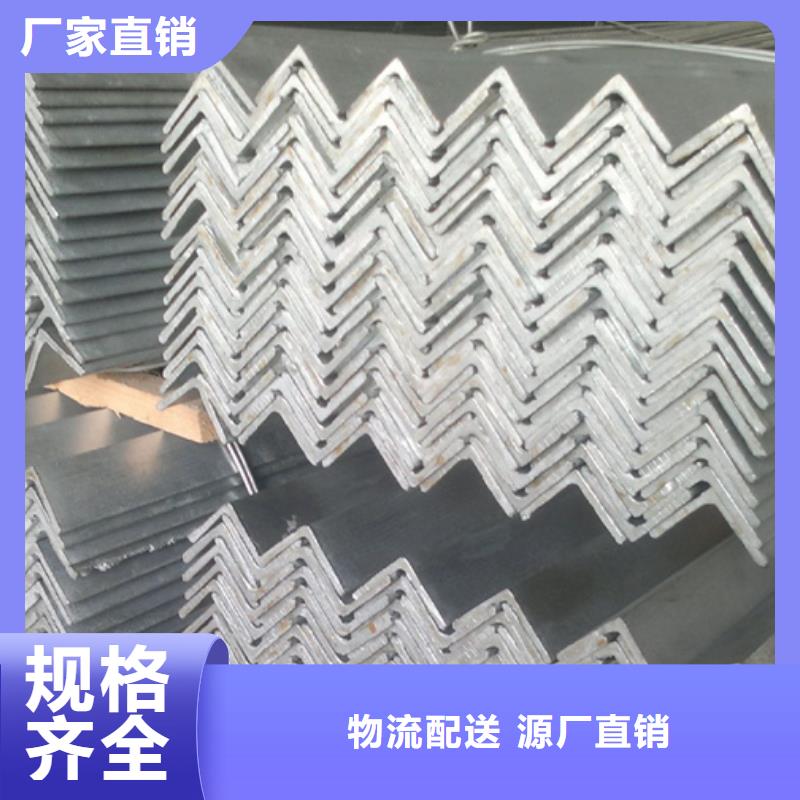
Q345B角鋼是各種型鋼里應(yīng)用較為廣泛的型材,在建筑、電力、橋梁、鋼結(jié)構(gòu)工程等諸多行業(yè)都離不開它,而先進(jìn)的切割技術(shù)保證了角鋼在市場(chǎng)上的地位。下面煙臺(tái)角鋼廠家談角鋼的切割工藝。Q345B角鋼的使用特性要求角鋼尺寸要準(zhǔn)確、嚴(yán)格,因此在切割角鋼時(shí)要按照嚴(yán)格的標(biāo)準(zhǔn)來(lái)進(jìn)行。由于角鋼在使用中要求有較好的的可焊性、可塑性以及一定的機(jī)械強(qiáng)度,我公司在傳統(tǒng)的切割系統(tǒng)的基礎(chǔ)上,改進(jìn)了切割用的控制方式,避免了角鋼的二次修整加工。為保證角鋼的使用質(zhì)量可以采用液壓切斷,液壓切斷具有切割速度快、精度高、切割口小、外觀精美、無(wú)斷裂、沖孔速度快、定位準(zhǔn)確及無(wú)燥音等特點(diǎn)。傳統(tǒng)的無(wú)齒鋸在使用時(shí)會(huì)產(chǎn)生火花從而易引發(fā)火災(zāi),同時(shí)砂輪鋸片在使用時(shí)易破裂而引發(fā)傷人,無(wú)齒鋸在使用過(guò)程中有相當(dāng)大的噪聲污染,不環(huán)保,對(duì)操作者及附近其他人的身心帶來(lái)?yè)p害,而液壓切斷的工作噪聲低,不會(huì)產(chǎn)生噪聲污染。無(wú)論是火焰切割還是無(wú)齒鋸切割,金屬切口端面一般都會(huì)有毛刺,需加工或打磨后才能使用,而經(jīng)液壓切割的角鋼型材切口端面十分整齊,無(wú)需修整即可使用。
廠家")
廠家")
廠家")
為全力保障用戶權(quán)益,蘇滬金屬制品有限公司(自貢分公司)設(shè)有技術(shù)強(qiáng)大的售后服務(wù)團(tuán)隊(duì),在全國(guó)設(shè)有5個(gè)授權(quán)售后服務(wù)站,每個(gè)服務(wù)站配備2-3名售后工程師隨時(shí)待命,確保做到2小時(shí)內(nèi)響應(yīng),24小時(shí)內(nèi)到達(dá)現(xiàn)場(chǎng),72小時(shí)內(nèi)解決問(wèn)題,解除您的后顧之憂。
通過(guò)十年的快速發(fā)展,公司在企業(yè)規(guī)模、 09CuPCrNiA角鋼研發(fā)實(shí)力和市場(chǎng)占有率等方面都頗具實(shí)力,是國(guó)內(nèi)高認(rèn)可度的 09CuPCrNiA角鋼解決方案提供商。
廠家")
廠家")
點(diǎn)擊查看蘇滬金屬制品有限公司(自貢分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
