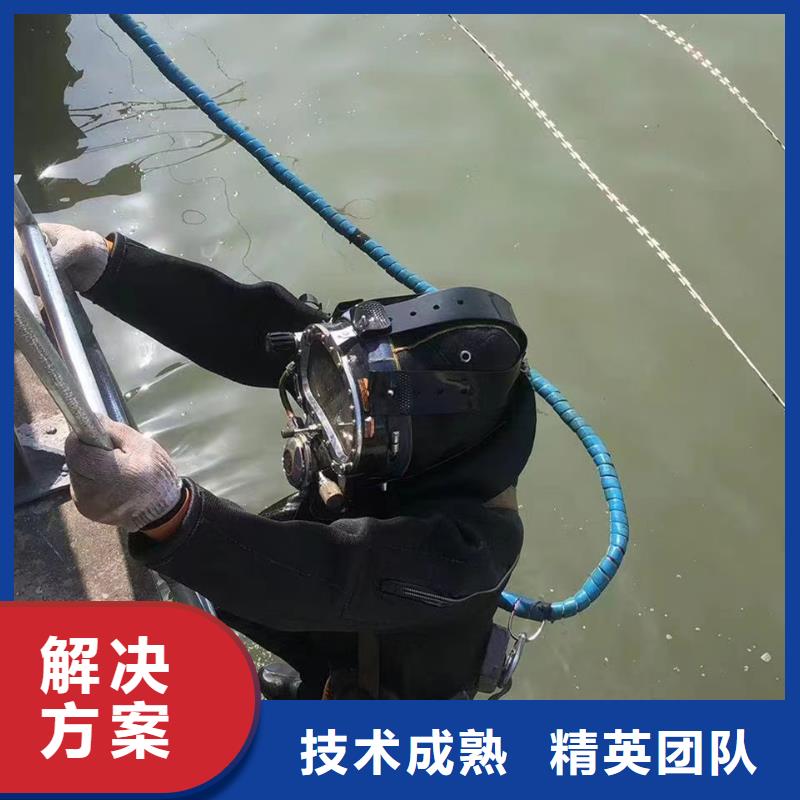
水下噴涂專注、用心
更新時間: 2025-05-06 14:13:37 ip歸屬地:恩施,天氣:陰,溫度:19 瀏覽次數:83
想要了解水下噴涂專注、用心產品嗎?點擊觀看我們上傳的視頻介紹,它將用更直觀的方式展現產品的特點和優勢,讓您對產品有更深入的了解。
以下是:水下噴涂專注、用心的圖文介紹


水下防水堵漏公司的修補方案有那些呢?
1、確定修補方案
堵漏前要進行現場調查,摸清混凝土施工質量,分析滲漏水的原因,查清裂縫發生的部位及裂縫的寬度、長度、深度和整體情況,并了解雨季和旱季的漏水情況,測量漏水的流量與流速等,通過調查,正確擬定修補方案,做好各項準備工作。
2、材料性能特點
DH-814Ⅱ型聚氨酯幫助堵漏膠是遇水即反應,由于水參與了反應,漿液不會被水稀釋沖走,這是其他灌漿材料所不具備的優點;漿液在壓力作用下,灌入混凝 土裂縫,同時向裂縫周圍蔓延,當遇水時又發生反應,發泡膨脹,形成二次蔓延,繼續滲入混凝土縫隙,形成網狀結構,成為密度小、含水的彈性體,有良好的 適應變形能力,止水性好。
3、灌漿孔的設計和布孔 灌漿孔的布孔有騎縫和斜孔兩種形式,根據實際情況和需要加以選擇,必要時兩者并用。
4、打孔可視施工條件采用手工和機械方法,一般是手工打孔和機械打孔并用。
5、檢查灌漿設備和管路運轉情況,檢查固結漿嘴的強度,疏通裂縫,進一步選好灌漿參數〈如凝膠時間、灌漿壓力和配漿量等〉。



盛龍水下堵漏封堵切割打撈焊接作業工程有限公司(恩施分公司)位于湖北恩施經濟開發區內,地理位置優越、交通十分便利。公司是國內生產、研發 潛水打撈救援廠家,曾獲得過多項榮譽,并已通過ISO9002質量體系認證。公司內部有完整的組織機構和雄厚的技術力量,具有不斷開發研究科技新 潛水打撈救援產品的能力,擁有同行業較先進的加工設備、檢測設備及檢測手段,更有專業的、高素質的設計、生產、施工隊伍。
水下噴涂專注、用心


①火焰切割:氫作為可燃氣體用于水中火焰切割。乙炔在水深約15米的壓力下會分解,導致爆炸,因此沒有得到廣泛應用。 ②電弧-氧切割:工件通過空心切割產生的電弧熔化,熔化金屬通過空心切割產生的氧氣吹出,形成切口。用鋼管或碳化硅等陶瓷管涂上穩弧劑,防水涂料或環氧樹脂。氧氣切割壓力應高于水深壓力0.5~0.7兆帕。弧氧切割速度高于火焰切割,技術要求低,設備簡單,是水中解體的常用方法。 ③熔化極水噴射電弧切割:用高壓噴射水吹出熔化金屬。切口表面干凈,背面掛渣少。熔化極連續輸送,切割電流大,切割速度高,無氧,是一種非常發達的水下快速切割方法。



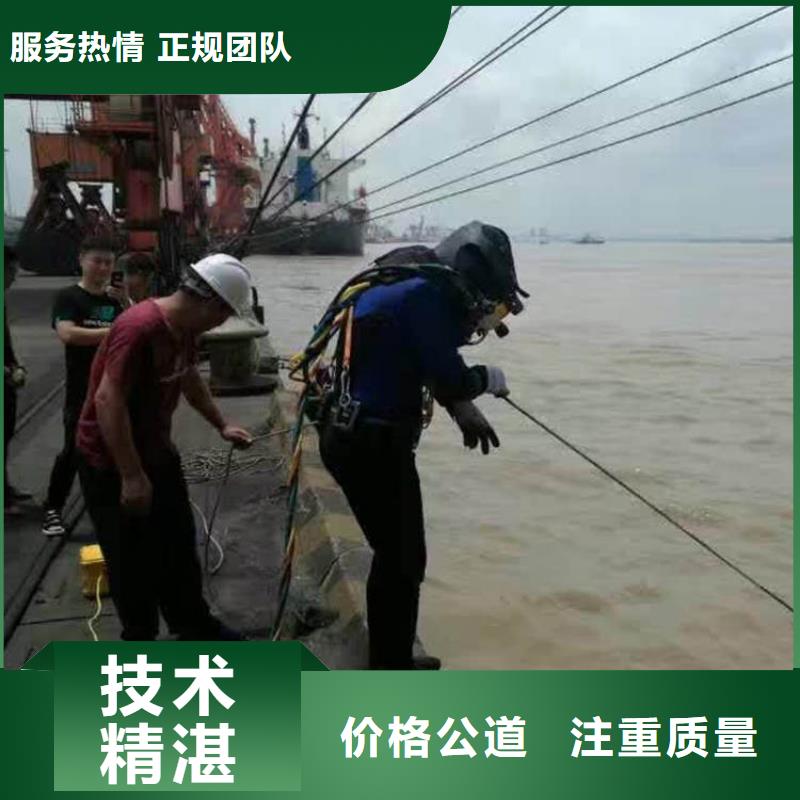
(1)水中電孤剛剛產生,周邊的水便揮發造成骨腔或汽泡。因為水的水冷卻和工作壓力,水中引弧需要的工作電壓比陸上上應高。從實際操作性視角考慮到,水下焊接開關電源必需選用交流電,嚴禁應用交流電流。其滿載工作電壓通常在60~90V中間。
(2)水下焊接機器設備和開關電源應具備優良的絕緣層和防潮特性,其接地電阻值不可低于1MΩ,而且應具備抗耐腐蝕浸蝕、空氣浸蝕和抗海面腐蝕能。
(3)與深潛電焊工立即觸碰的操縱家用電器必需應用隔離變壓器,且有過壓保護,電焊機必不可少接地裝置,電線接頭頭要拋光,以耐腐蝕。
(4)水中濕法電焊焊接與激光切,電源電路中應安裝電焊焊接專用型的控制開關箱;水中半干法或部分半干法電焊焊接,電源電路自動控制系統中應安裝事故報警設備和關閉電源系統軟件。
(5)在電焊焊接或激光切中,常常必須拆換焊絲。在水中拆換焊絲時,必需 傳出拉閘數據號,確定電源電路早已斷開,即可除掉焊絲頭,再拆換焊絲。不然非常容易導致事故而產生風險。
(6)電級應完全絕緣層和防潮,以確保電觸碰只是在產生電孤的地區出現。
(7)在水下焊接時,深潛電焊工切忌背向接地址,將要自個放置工作點與接地址中間。不然,不但非常容易造成事故,并且非常容易使潛水裝備的金屬材料構件遭受鈦電極浸蝕。理應特別注意,不可門把放到待焊割的鋼件上,一起又將焊絲或焊工門把碰觸帽子而遭受高壓電擊。