
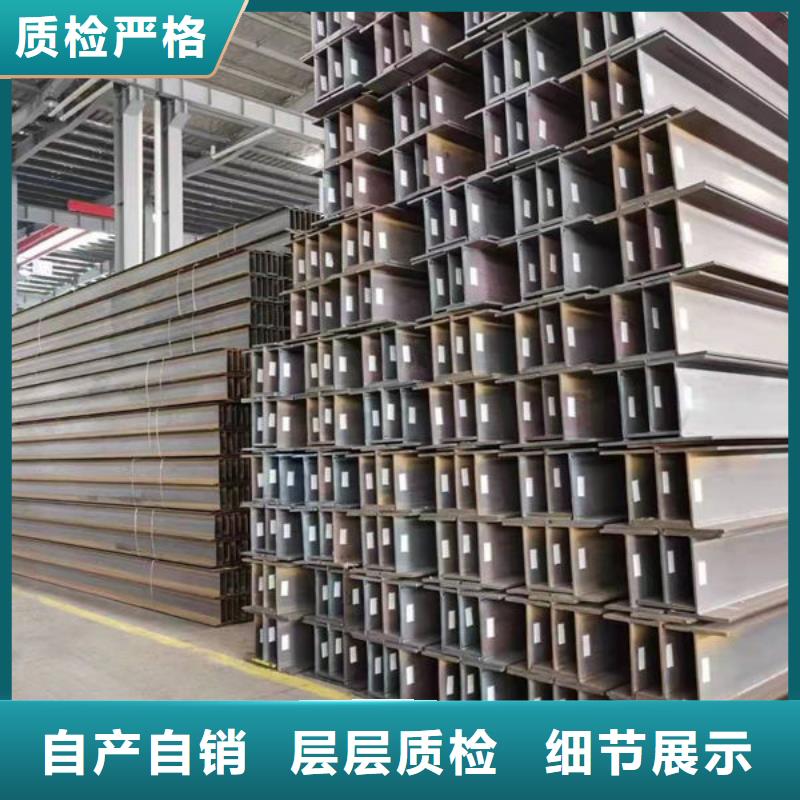






延安熱鍍鋅方管也稱熱浸鍍鋅方管 ,是將方管浸入約470度熔化的鋅液中,獲得合金化金屬覆蓋層的一種方法。近年來隨著現(xiàn)代化工業(yè)的迅猛發(fā)展,延安熱鍍鋅方管已經(jīng)被運用到很多地方,熱鍍鋅的優(yōu)點在于防腐年限長久,適應(yīng)環(huán)境廣泛一直是很受人們歡迎,所以對延安熱鍍鋅方管的防護要求也越來越高,延安熱鍍鋅方管的需求量也在不斷增加,逐漸替代傳統(tǒng)的電鍍鋅方管鋼材技術(shù)。現(xiàn)在方管的表面鍍鋅主要采用的方法就是熱鍍鋅。延安熱鍍鋅方管是由較古老的熱鍍方法發(fā)展而來,自從1836年法國把熱鍍鋅應(yīng)用于工業(yè)以來,已經(jīng)有175年的歷史了。近幾年,人們?yōu)榱斯?jié)省延安熱鍍鋅方管的成本,又研制出了蒸汽吹鍍的延安熱鍍鋅方管技術(shù),所以,現(xiàn)在延安熱鍍鋅方管又分為熱浸掛鍍和熱浸吹鍍兩種。
延安線材軋制新工藝粗軋機組、中軋機組均為短應(yīng)力線軋機呈平立交替布置每架軋機采用直流電機經(jīng)組合齒輪箱單獨傳動立式軋機為上傳動。這種軋機剛度大、軋制產(chǎn)品精度高、設(shè)備重量輕、換輥(換機架)時間短已成為目前世界上中小型軋機使用較多的一種主導(dǎo)機型。為改善軋件頭尾溫差大,對于奧氏體、高合金工具鋼等難變形鋼類鋼材,軋件頭尾溫差直接影響軋制過程中的變形,同時要實現(xiàn)尺寸精度高,金相組織均勻的要求,為此該軋線的中軋機組前設(shè)置電感應(yīng)加熱爐控制溫度(可補償100℃一200℃),充分減少鋼坯的頭尾溫差。脫頭軋制也就是粗軋機組與中軋機組間不發(fā)生連軋關(guān)系,采用脫頭軋制技術(shù)的典型特殊鋼棒線材(高速工具鋼、奧氏體、馬氏體不銹鋼、易切削鋼)。
延安螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管鋼材則大多采用螺旋焊。大口徑螺旋鋼管廠家,螺旋管的管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結(jié)晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數(shù)量就小,焊縫金屬強度下降,受力后會產(chǎn)生開裂;如果擠壓力過大,會使熔融狀態(tài)的金屬被擠出焊縫,不但降低了焊縫強度,而且會產(chǎn)生大量的內(nèi)外毛刺,甚至造成焊接搭縫等缺陷。
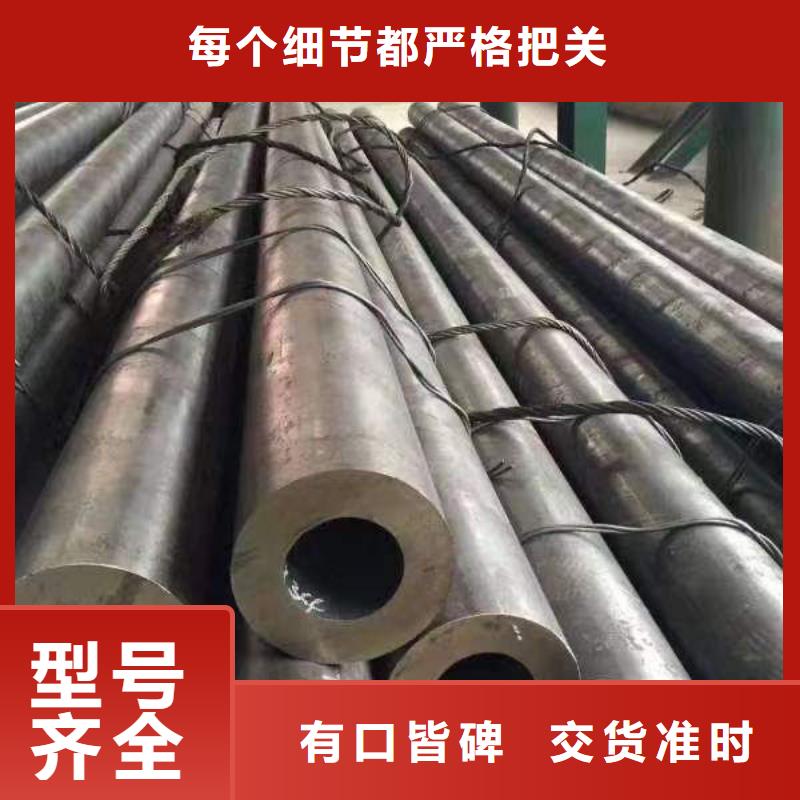
延安無縫鋼管發(fā)展歷史德國人曼尼斯曼兄弟于1885年首先發(fā)明二輥斜軋穿孔機,1891年又發(fā)明周期軋管機,1903年瑞士人施蒂費爾(R.C.Stiefel)發(fā)明自動軋管機(也稱頂頭式軋管機),以后又出現(xiàn)了連續(xù)式軋管機和頂管機等各種延伸機,開始形成近代延安無縫鋼管工業(yè)。20世紀30年代由于采用了三輥軋管機、擠壓機、周期式冷軋管機,改善了鋼管的品種質(zhì)量。60年代由于連軋管機的改進,三輥穿孔機的出現(xiàn),特別是應(yīng)用張力減徑機和連鑄坯的成功,提高了生產(chǎn)效率,增強了無縫管與焊管競爭的能力。70年代無縫管與焊管正并駕齊驅(qū),世界鋼材產(chǎn)量以每年 5%以上的速度遞增。中國1953年后重視發(fā)展延安無縫鋼管工業(yè),已初步形成軋制各種大、中、小型管材的生產(chǎn)體系。銅管一般也采用錠坯斜軋穿孔、軋管機軋制、盤管拉伸工藝。
