




安裝")
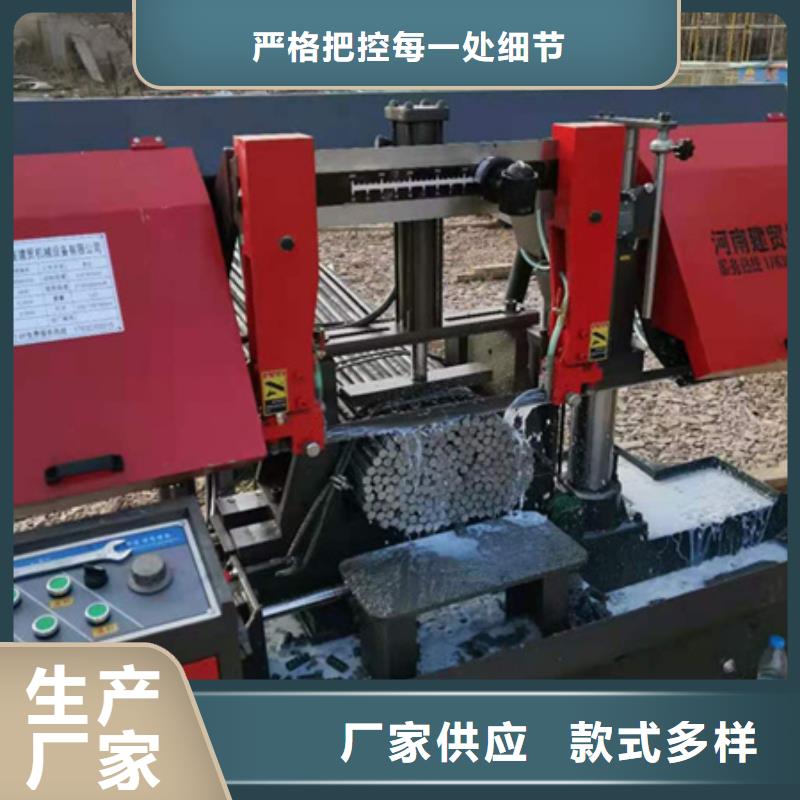
鋸削尺寸(圓料、方料) 400mm、250mm、500mm
成捆料(寬*高) 300*180mm
帶鋸條(長(zhǎng)*寬*厚)4570*31*1.06mm
鋸削速度(無級(jí)調(diào)速) 18-90m/min
鋸帶輪直徑 585mm
出料盤長(zhǎng)度520mm
后鉗送料進(jìn)給次數(shù)9
一次 送料長(zhǎng)度590mm
冷卻液箱容量90L
液壓油箱容量70L
主電機(jī)功率5.5kW
液壓泵電機(jī)功率因數(shù)補(bǔ)償 1.5
冷卻液泵電機(jī)功率0.4kW
電壓380V
頻率50Hz
機(jī)床(抬起)外形尺寸(長(zhǎng)*寬*高)2660*2385*2370mm
機(jī)床凈重2200kg
箱體尺寸長(zhǎng)*寬*高)2940*2580*2000mm
毛重3200kg
安裝")
安裝")
運(yùn)輸說明:考慮到產(chǎn)品運(yùn)輸?shù)男裕瑢?shí)效性,方便性,一般為配貨站配車運(yùn)輸,這種運(yùn)輸方式具有配車方便,運(yùn)輸途中速度快,一般可進(jìn)行上門送貨方便用戶卸車,但這種運(yùn)輸方式也有一個(gè)缺點(diǎn)運(yùn)輸車輛配滿貨物才發(fā)車,需要用戶等待一般為1-2天,偏遠(yuǎn)地區(qū)除外。發(fā)貨前將司機(jī)號(hào)碼以短的形式發(fā)于用戶,我們一切以用戶為中心,請(qǐng)您放心購(gòu)買。
關(guān)注機(jī)床實(shí)時(shí)訊息,。我企業(yè)專業(yè)生產(chǎn)液壓機(jī)、剪板機(jī)折彎?rùn)C(jī)、沖床、搖臂鉆床、立式鉆床、金屬帶鋸床、鉆銑床、升降臺(tái)銑床、普通車床、萬向搖臂鉆及數(shù)控銑床、加工中心等。20多年的產(chǎn)品歷練成就今日的輝煌,真誠(chéng)與新老用戶合作。
金屬帶鋸床鋸條檢測(cè)分析
根據(jù)金屬帶鋸床對(duì)帶鋸條詳細(xì)檢測(cè)分析,使用過程中的鋸條出現(xiàn)切斜或者焊口撕裂可能與下面幾點(diǎn)因素有關(guān): 通過新、舊帶所測(cè)的數(shù)據(jù)判斷,雖然部分鋸條存在分齒量對(duì)稱度為內(nèi)控下差,但結(jié)合以往內(nèi)部試切以及退回新帶試切結(jié)果分析,并及時(shí)清洗掉鋸齒上的附加物正確地磨合新帶鋸條
安裝")
安裝")
安裝")
鋸弓應(yīng)緩慢,不得沖擊放下來時(shí)。在切割過程中嚴(yán)禁操作人員離開崗位,嚴(yán)禁戴手套。每班必須斷開電源,打開護(hù)罩,取出帶到鋸輪附近的芯片,進(jìn)行日常維護(hù)和清潔工作。 尤其需要注意的是:拆卸下來的螺絲釘一定要放在專門的盒內(nèi),以免丟失,裝配后,盒內(nèi)的東西應(yīng)全部用上,否則裝配不完整。帶鋸床切割精度的高低與帶鋸條有著直接的關(guān)系。首先新的帶鋸條要磨合,做磨合切削目的是為了鋸齒在加工后余留的細(xì)誤差。做到鋸齒兩側(cè)向側(cè)面凸出的分齒量相等,鋒利的齒刃毛刺被自然磨除掉,已得到適合 切削的齒刃。其次帶鋸床進(jìn)給量過大,使齒尖過早的大能量切削,鋸齒負(fù)載過重被卷刃、鈍化,分齒量也隨之遭到損壞。在這種情況下,被鈍化的鋸齒,已經(jīng)達(dá)不到鋒利鋸齒切削順暢的能力,造成鋸切時(shí)工件表面比較粗糙。
安裝")
安裝")
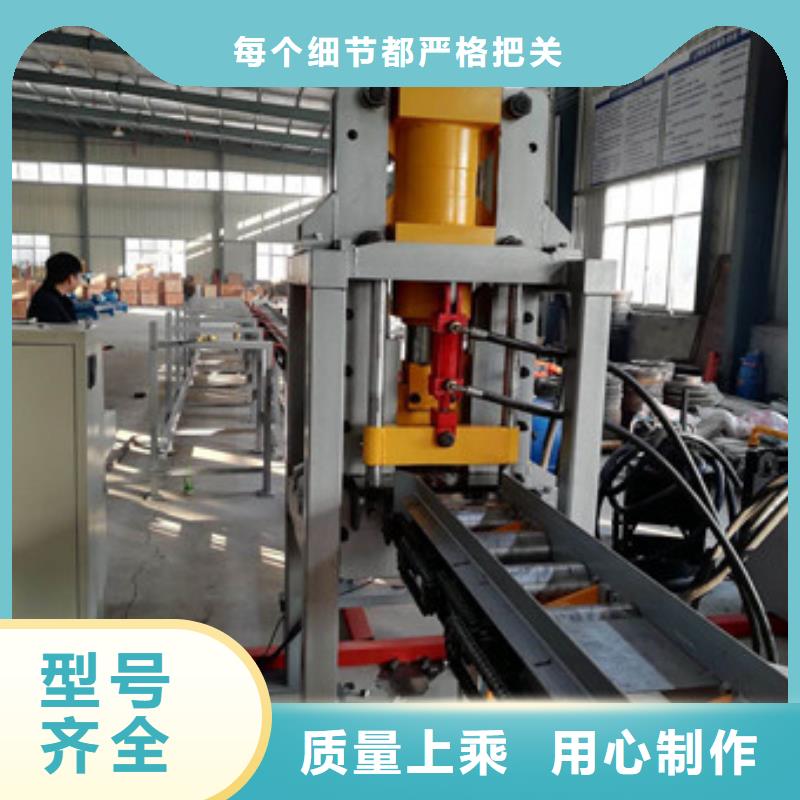
系統(tǒng)控制改造伺服系統(tǒng)的閉環(huán)位置控制是容易的。普通電磁閥只有“通”,“斷”兩種狀態(tài),并且具有電磁機(jī)械滯后。液壓油的溫度及壓力變化影響到送料滑臺(tái)的,因此采用傳統(tǒng)的控制理論進(jìn)行處理困難。為使到達(dá)目標(biāo)位置前關(guān)閉送料油缸液給,使送料油缸停止時(shí)剛好在目標(biāo)位置,是問題的關(guān)鍵。
對(duì)于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長(zhǎng)度時(shí),由于需送料長(zhǎng)度標(biāo)尺,操作也繁瑣。
鋸條性能的差異,好對(duì)鋸條的速度和鋸削速度能實(shí)時(shí)自動(dòng)。比如,當(dāng)鋸條彎曲達(dá)到系統(tǒng)的一定閥域值時(shí),系統(tǒng)就速度自適應(yīng)或關(guān)閉進(jìn)給。這需要在原有普通帶鋸床的基礎(chǔ)作較大的改動(dòng),如改變?cè)械囊簤簡(jiǎn)卧彈l彎曲器等。在原普通鋸裝配光柵尺進(jìn)行位置測(cè)量,原液壓系統(tǒng)不變。控制系統(tǒng)功能設(shè)計(jì),包括料倉(cāng),儲(chǔ)料管理檢索,鋸件分類管理,鋸條彎曲,材料壓緊,鋸條速度,鋸削進(jìn)給速度的自適應(yīng)控制等。由于鋸削的材料為了能同時(shí)不改變?cè)簤合到y(tǒng)的要求,系統(tǒng)了基于普通電磁閥的位置控制模塊
安裝")
安裝")
建貿(mào)機(jī)械設(shè)備(虹口區(qū)分公司)服務(wù)多行業(yè),秉著“崇尚質(zhì)量、以人為本、追求卓越”的宗旨,以的的品質(zhì)、合理的價(jià)格及完善的服務(wù)不斷贏得用戶的信賴和好評(píng)。
安裝")
安裝")
