
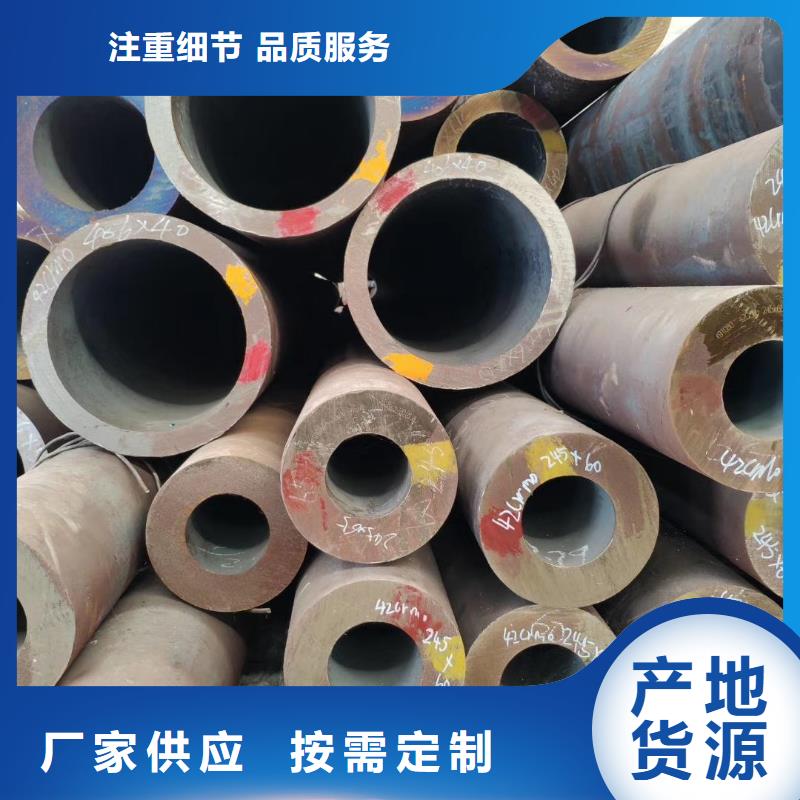



貴港杰達(dá)通無縫鋼管您介紹無縫鋼管熱沖壓成型工藝。該工藝的目的在于將無縫鋼管加熱到合適的溫度,使耐磨管完全馬氏體化,并具有優(yōu)良的塑性變形。用于加熱的機械設(shè)備是專用的連續(xù)熱處理爐。加熱到加工硬化溫度以上后,表層很容易在空氣中氧化形成氧化皮,對后續(xù)生產(chǎn)加工造成不良破壞。為了更好地防止或減少耐磨管在熱處理爐內(nèi)的空氣氧化,一般在熱處理爐內(nèi)設(shè)置稀有氣體保護系統(tǒng),或?qū)懿倪M行表面抗氧化處理是指將加熱后的無縫鋼管從熱處理爐中取出,放入熱成型模具中。
在這個過程中,需要保證耐磨管盡快遷移到模具中。一方面是為了更好地避免無縫鋼管在高溫下空氣氧化,另一方面是為了更好地保證耐磨性。管材在成型時仍處于較高的溫度,具有優(yōu)良的塑性變形。沖壓模具及熱處理:耐磨管入模后,應(yīng)立即在無縫鋼管上成型沖壓模具,以免溫度下降過大影響耐磨管的成型特性。成型后模殼應(yīng)合模并保持一段時間的壓力。一方面是為了更好地控制零件的外觀。身體的身體,產(chǎn)生優(yōu)良的規(guī)格精度和物理性能。 研究表明,現(xiàn)階段普通熱沖壓模具不銹鋼薄板完成馬氏體向奧氏體轉(zhuǎn)變的 冷卻速度為27~30℃/s,因此需要保證模具的冷卻速度外殼到管材超過這個臨界點。后處理:成型的零件從模具中取出后,必須進行一些后處理,如采用酸洗鈍化或噴丸去除零件表面的氧化皮,并對零件進行修整修整。由于熱金屬沖壓件的抗壓強度太高,不能用傳統(tǒng)的修邊和沖孔方法進行加工,而必須用激光設(shè)備進行。
如果選擇的冷處理方法錯誤,就會影響貴港無縫鋼管的特性。 因此,在感冒治療的整個過程中都必須采取措施,但大多數(shù)人并不知道如何做好。 嗯,其實具體的主要內(nèi)容取決于以下幾個方面。 貴港無縫鋼管活塞機的液壓系統(tǒng)有單活塞桿氣缸和雙活塞桿氣缸兩種。 單活塞桿液壓系統(tǒng)只有液壓缸的一端,兩側(cè)分別為出油口和回油孔,以達(dá)到水平運動,又稱雙效油缸,在施工中很常見 液壓挖掘機等機械。 貴港無縫鋼管的雙活塞桿液壓系統(tǒng)具有兩側(cè)延伸的液壓缸,其組成與單活塞液壓系統(tǒng)基本相同。 當(dāng)液壓系統(tǒng)的右腔充滿液體,左腔被抽油時,活塞桿偏心,對面的活塞桿偏心。 由于貴港無縫鋼管兩側(cè)液壓缸的直徑相同,活塞桿兩側(cè)的總有效面積相同。 另外,這種液壓系統(tǒng)經(jīng)常出現(xiàn)在來回速度相同但驅(qū)動力不大的區(qū)域,例如數(shù)控磨床控制臺。 冷處理前,貴港無縫鋼管應(yīng)在沸水中煮沸30秒,可降低15%左右的熱應(yīng)力。 冷處理可按傳統(tǒng)方法進行。 建議是選擇負(fù)60度的基本方案,然后在負(fù)120度進行制氫。 固溶溫度越低,無縫鋼管中的殘余馬氏體轉(zhuǎn)化為奧氏體的量就越高,但是不太可能,經(jīng)過試驗可以發(fā)現(xiàn)大部分都有2%左右的殘余,那么殘余馬氏體 此時必須保存,可以起到緩存的作用。
基地")
為獲得內(nèi)表面質(zhì)量好的大口徑無縫管,減少芯軸的磨損,必須保證芯軸和毛細(xì)管的內(nèi)表面良好,因此需要去除氧化鐵,熱膨脹前毛細(xì)管內(nèi)孔附著的氧化鐵皮等雜質(zhì),避免熱膨脹過程中內(nèi)表面附著氧化鐵皮等雜質(zhì)。 熱膨脹管的質(zhì)量和芯棒的使用壽命。目前,去除附著在毛細(xì)管內(nèi)孔內(nèi)表面的氧化鐵皮等雜質(zhì),一般采用人工進行,毛細(xì)管兩端用專用清洗工具清洗。 操作人員是勞動密集型的,費時費力。本操作的目的是提供一種去除貴港無縫鋼管內(nèi)孔氧化鐵皮的裝置,旨在解決現(xiàn)有技術(shù)中去除內(nèi)孔氧化鐵皮的方法存在的問題。 需要膨脹變形的毛細(xì)管采用人工方式,清洗方式為人工方式。效果差,效率低,操作人員勞動強度大,費時費力。作為一種改進的方案,靠近旋轉(zhuǎn)輥道電機一端的一對輥子的驅(qū)動輥子穿過萬向聯(lián)軸器。它與旋轉(zhuǎn)輥道電機的驅(qū)動軸相連。由于20G貴港無縫鋼管內(nèi)孔除垢裝置包括鋼管轉(zhuǎn)動機構(gòu)和浮動棱鏡,鋼管轉(zhuǎn)動機構(gòu)包括轉(zhuǎn)動輥道電機、輥道架和多組輥道。置于對輥的主動輥與從動輥之間,浮動棱柱置于鋼管內(nèi)孔內(nèi),輥道平行軌道與水平面成一定角度,旋轉(zhuǎn)輥道電機通過傳動軸和傳動軸驅(qū)動對輥。旋轉(zhuǎn),從而支撐和驅(qū)動鋼管的圓周旋轉(zhuǎn)。鋼管內(nèi)孔中的浮動棱柱在自身形狀和自重的作用下始終處于鋼管體底面,不隨鋼管體轉(zhuǎn)動。相對摩擦去除附著在鋼管內(nèi)孔內(nèi)表面的氧化鐵皮等雜質(zhì)。該過程由機械完成,降低了工作人員的勞動強度,提高了工作效率。 同時也有效減少了熱膨脹管的內(nèi)孔磨損,降低生產(chǎn)成本。
基地")
貴港杰達(dá)通無縫鋼管您介紹無縫鋼管熱沖壓成型工藝。該工藝的目的在于將無縫鋼管加熱到合適的溫度,使耐磨管完全馬氏體化,并具有優(yōu)良的塑性變形。用于加熱的機械設(shè)備是專用的連續(xù)熱處理爐。加熱到加工硬化溫度以上后,表層很容易在空氣中氧化形成氧化皮,對后續(xù)生產(chǎn)加工造成不良破壞。為了更好地防止或減少耐磨管在熱處理爐內(nèi)的空氣氧化,一般在熱處理爐內(nèi)設(shè)置稀有氣體保護系統(tǒng),或?qū)懿倪M行表面抗氧化處理是指將加熱后的無縫鋼管從熱處理爐中取出,放入熱成型模具中。
在這個過程中,需要保證耐磨管盡快遷移到模具中。一方面是為了更好地避免無縫鋼管在高溫下空氣氧化,另一方面是為了更好地保證耐磨性。管材在成型時仍處于較高的溫度,具有優(yōu)良的塑性變形。沖壓模具及熱處理:耐磨管入模后,應(yīng)立即在無縫鋼管上成型沖壓模具,以免溫度下降過大影響耐磨管的成型特性。成型后模殼應(yīng)合模并保持一段時間的壓力。一方面是為了更好地控制零件的外觀。身體的身體,產(chǎn)生優(yōu)良的規(guī)格精度和物理性能。 研究表明,現(xiàn)階段普通熱沖壓模具不銹鋼薄板完成馬氏體向奧氏體轉(zhuǎn)變的 冷卻速度為27~30℃/s,因此需要保證模具的冷卻速度外殼到管材超過這個臨界點。后處理:成型的零件從模具中取出后,必須進行一些后處理,如采用酸洗鈍化或噴丸去除零件表面的氧化皮,并對零件進行修整修整。由于熱金屬沖壓件的抗壓強度太高,不能用傳統(tǒng)的修邊和沖孔方法進行加工,而必須用激光設(shè)備進行。
