您的位置>首頁 >邵陽當地頻道中心 >
590*25鋼板卷管720*25鋼板卷筒來電咨詢
更新時間: 2025-06-24 12:48:28 ip歸屬地:邵陽,天氣:中雨轉小雨,溫度:20-24 瀏覽次數:12
以下是:湖南省邵陽市590*25鋼板卷管720*25鋼板卷筒來電咨詢的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發 |
|---|
| 發貨期限 | 1-3天 |
|---|
| 供貨總量 | 100 |
|---|
| 運費說明 | 電議 |
|---|
| 小起訂 | 1支訂 |
|---|
| 質量等級 | 1級 |
|---|
| 是否廠家 | 生產廠 |
|---|
| 產品材質 | 235b等 |
|---|
| 產品品牌 | 山特金屬 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 山東 |
|---|
| 產品產地 | 山東 |
|---|
| 加工定制 | 可加工 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 產品重量 | 噸 |
|---|
| 產品顏色 | 碳黑 |
|---|
| 質保時間 | 1-5年 |
|---|
| 外形尺寸 | 300-6000 |
|---|
| 適用領域 | 管道 |
|---|
| 是否進口 | 否 |
|---|
| 質量認證 | 3年 |
|---|
| 產品功率 | 32 |
|---|
| 工作溫度 | 常溫 |
|---|
| 公司品牌 | 山特金屬 |
|---|
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
|---|
| 橢圓度 | 正負3MM |
|---|
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
|---|
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
|---|
| 范圍 | 590*25鋼板卷管720*25鋼板卷筒生產基地位于【聊城】,供應范圍覆蓋湖南省 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 雙清區、大祥區、北塔區、邵東市、新邵縣、隆回縣、洞口縣、綏寧縣、新寧縣、武岡市等區域。 |
|---|
以下是:湖南省邵陽市590*25鋼板卷管720*25鋼板卷筒來電咨詢的圖文視頻
導讀 【山特】為客戶提供多樣化產品,包括張家界異形管、益陽濾水管廠家、湘西濾水管廠家、永州打井無砂管、洞口濾水管、新寧濾水管等,適配多元場景需求。590*25鋼板卷管720*25鋼板卷筒來電咨詢,山特金屬制品(邵陽市分公司)【聊城山特金屬制品(邵陽市分公司)stgg3197-42】專業從事590*25鋼板卷管720*25鋼板卷筒來電咨詢,聯系人:張經理,電話:【13863598006】、【15206358344】,發貨地:經濟開發區匯通國際金屬物流園,以下是590*25鋼板卷管720*25鋼板卷筒來電咨詢的詳細頁面。 湖南省,邵陽市 邵陽市,古稱寶慶,湖南省轄地級市,位于湘中偏西南,資江上游;中間為丘陵盆地,東與衡陽為鄰,南與永州和桂林接壤,西與懷化交界,北與婁底毗連;截至2021年底,全市轄3個市轄區、7個縣(其中1個自治縣),代管2個縣級市,總面積20824平方千米。截至2022年底,全市常住人口641.78萬人。




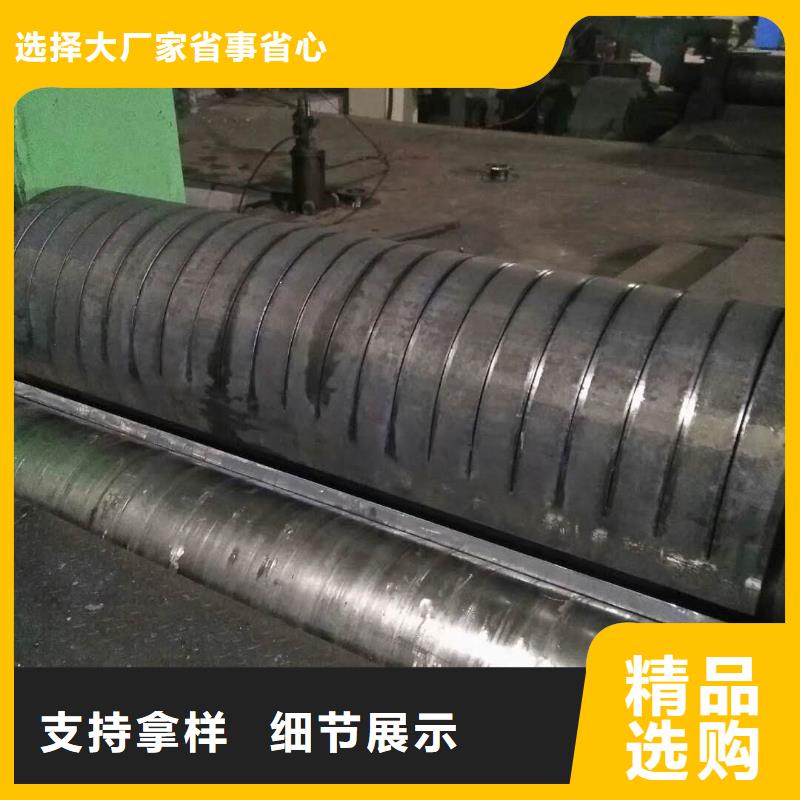
大口徑厚壁鋼板卷管,不銹鋼卷管、錐形卷管、異形卷管工藝流程圖
錐形卷管、異形卷管成型注意事項:
①把卷板機上面的管子一端抬高,把小錐面放在低端,卷制時不斷移動大端,大端的進入速度要加快;
②在輥子的一段加一個旁輪卷錐裝置;
③在卷板機的下輥兩側裝兩個錐筒,卷制的時候把小端靠在錐筒上,小端的板邊就會倚著錐筒往里進.
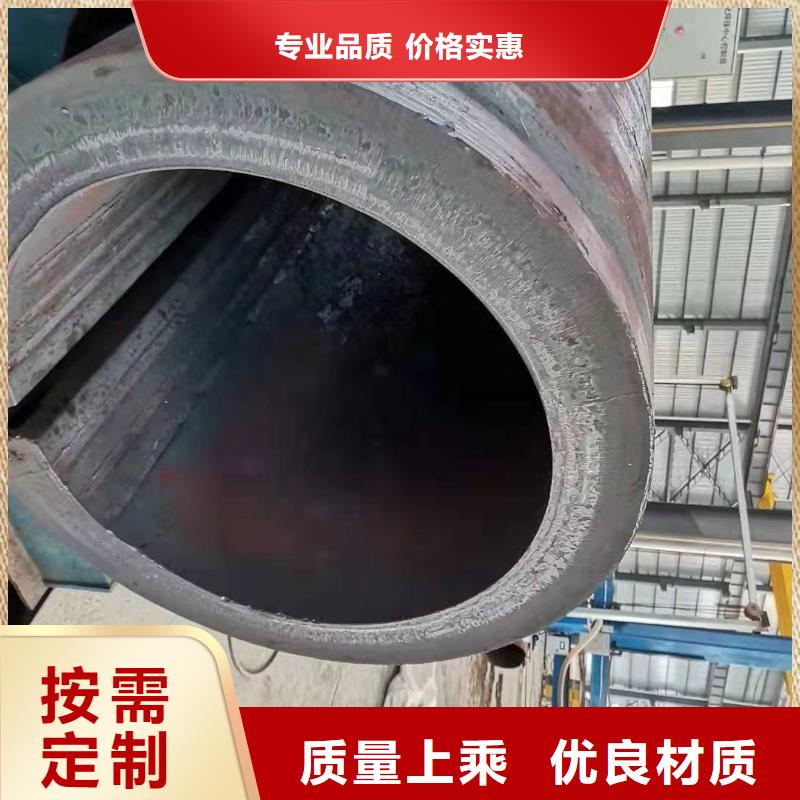
大口徑卷管、厚壁卷管、大口徑厚壁卷管加工工藝流程圖

鋼板卷管在生產過程中由于受到滾壓、拉伸和焊接時的高溫影響,材料的組織、機械性能都會發生變化,嚴重的影響管材的品質,這些變化主要有:冷作硬化現象,即晶體中一列或若于列原子發生有規律的錯排,晶格發生畸變,形成一個應力集中區,這種現象也稱位錯。因為高溫和冷卻不勻產生焊接應力和在原有單一奧氏體組織中產生鐵素體,出現碳化物等不均勻組織,為提高生產效率,確保卷管表面光亮,殘余應力,獲得單一的奧氏體組織,生產高品質卷管,必須實施在線光亮固溶處理方法。
壁厚1-30厚的直縫焊管,熱軋無縫化鋼管的大型企業之一,產品執行:SY/T5037.GB/T9711、 GB/T8162-1999、GB/T8163-1999標準,廣泛用于石油、天然氣工業,化學工業,輸送流體管道,橋梁打樁,基建工程及鋼結構等。
按用戶需求訂做特殊規格、特殊壁厚的鋼管及管,直縫卷管價格行情厚壁卷管、矩形鋼管重量理算公式預期短期內市場報價弱穩為主卷管市場需求產量今日天津市場卷管 指導報價Q235B的材質主要有Q345B厚壁...Q345B卷管16mn卷管價能有何種動力支撐出現抬...厚壁卷管廠在年底前的趨勢山特鋼板卷管廠檢修及產能發展的知識主導城市平穩運行卷管市場出貨一般Q235B卷管-Q345B卷管-卷管。

鋼板卷管管節的卷制
在卷管加工過程中,應防止板材表面損傷。對有嚴重傷痕的部位必須進行修磨,使其圓滑過渡,且修磨處的壁厚不得小于設計壁厚。鋼板卷管采用一次性成型工藝,卷制時,先將鋼板兩頭壓彎,直徑應小于卷管直徑。然后調整滾床壓力,分二到三次卷制鋼管。將卷好的管節點焊加固,御下滾床后運往焊接平臺施焊。對焊接完的管節進行第二次滾圓,卷管的校圓樣板的弧長應為管子周長的1/6~1/4;樣板與管內壁的不貼合間隙應符合下列規定:
1對接縱縫不得大于壁厚的10%加2mm,且不得大于3mm。
2離管端200mm的對接縱縫處不得大于2mm。
3其他部位不得大于1mm。
4卷管端面與中心線的垂直偏差不得大于管子外徑的1%,且不得大于3mm。平直度偏差不得大于1mm/m。
5焊縫不能雙面成型的卷管,當公稱直徑大于或等于600mm時,宜在管內進行封底焊。

總結 590*25鋼板卷管720*25鋼板卷筒來電咨詢_山特金屬制品(邵陽市分公司)【聊城山特金屬制品(邵陽市分公司)stgg3197-42】,固定電話:【15206358344】,移動電話:【13863598006】,聯系人:張經理,經濟開發區匯通國際金屬物流園 發貨到 湖南省 長沙市、衡陽市、邵陽市、湘潭市、株洲市、張家界市、岳陽市、常德市、益陽市、懷化市、婁底市、湘西市、永州市、郴州市 雙清區、大祥區、北塔區、邵東市、新邵縣、隆回縣、洞口縣、綏寧縣、新寧縣、武岡市。