

以下是玻璃鋼夾砂管FEP/PVC纖維增強纏繞管支持大批量采購的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。
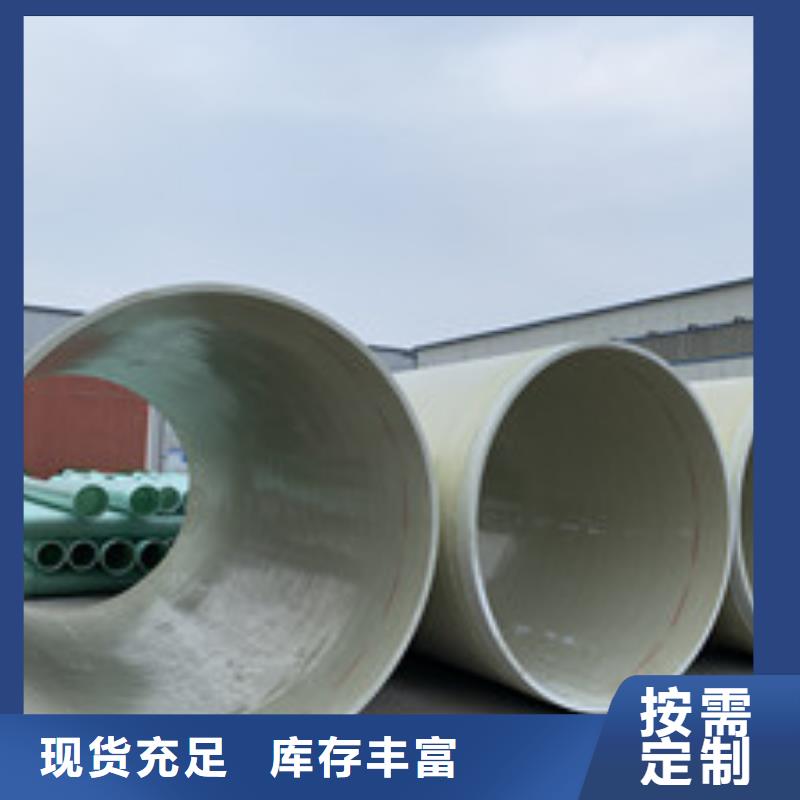
以下是:玻璃鋼夾砂管FEP/PVC纖維增強纏繞管支持大批量采購的圖文介紹

從建廠至今,冀鰲玻璃鋼制品 (棗莊市分公司)作為一家專業的 洗滌塔生產廠家,在山東棗莊這塊沃土上,憑借著全套的機械加工設備和豐富的生產經驗,幾度克服 洗滌塔生產中的技術壁壘,完成 洗滌塔產品生產的突破,因此也培養了一批技術成熟的技術工作人員,也形成了一套完整、科學的質量管理體系,并以誠信、實力和產品質量獲得業界的認可。


四、玻璃鋼管道的工藝詳細說明:
(1)準備工序
a、設備調試。首先認真檢查設備運轉及工作部位是否正常,特別要細心檢查樹脂-固化劑雙組分泵是否有堵塞現象,之間配比是否達到設計要求;要確保制襯、纏繞、修整、脫模等設備的運行穩定和工作精度;
b、清理模具。要求模具表面無坑凹、粉塵、雜物及其他附著物,模具要作到表面平滑,有問題及時修理、維護;
c、纏聚酯薄膜。為方便管道脫模,在模具表面應包覆1層聚酯薄膜,薄膜搭接寬度1~2㎝,厚度為40um之間。要求薄膜無破損,無皺折,兩面光滑潔凈。薄膜產品質量滿足GB 13950-1992的要求。
(1)準備工序
a、設備調試。首先認真檢查設備運轉及工作部位是否正常,特別要細心檢查樹脂-固化劑雙組分泵是否有堵塞現象,之間配比是否達到設計要求;要確保制襯、纏繞、修整、脫模等設備的運行穩定和工作精度;
b、清理模具。要求模具表面無坑凹、粉塵、雜物及其他附著物,模具要作到表面平滑,有問題及時修理、維護;
c、纏聚酯薄膜。為方便管道脫模,在模具表面應包覆1層聚酯薄膜,薄膜搭接寬度1~2㎝,厚度為40um之間。要求薄膜無破損,無皺折,兩面光滑潔凈。薄膜產品質量滿足GB 13950-1992的要求。



(3)遠紅外深度固化
我廠生產制造的玻璃鋼管道都必須進行遠紅外深度固化處理,目的是:可以提高內襯層的固化度,改善管道的抗腐耐溫性能;
(4)過程質量檢驗
在纏繞前再次確認內襯無氣泡、氣孔,無雜質,表面平整,樹脂含量合理,無白斑和局部固化不良等現象。必須認真檢查內襯是否合格,不合格的嚴禁上機纏繞。
(5)纏繞工序
將設計好的參數輸入機,待內襯固化后,由機控制用無堿無捻玻璃纖維進行往復式纏繞直至纏繞層厚度。按規定厚度外敷100%樹脂含量的外保護層。纏繞層的樹脂含量一般為35%左右,其厚度取決于管道設計的強度和剛度的綜合。
(6)紅外線固化
管道進入固化養護階段。在固化過程中應以適宜的轉速保持模具滾動,使其均勻固化。固化過程中應注意監控管體溫度,合理調整固化方案。
我廠生產制造的玻璃鋼管道都必須進行遠紅外深度固化處理,目的是:可以提高內襯層的固化度,改善管道的抗腐耐溫性能;
(4)過程質量檢驗
在纏繞前再次確認內襯無氣泡、氣孔,無雜質,表面平整,樹脂含量合理,無白斑和局部固化不良等現象。必須認真檢查內襯是否合格,不合格的嚴禁上機纏繞。
(5)纏繞工序
將設計好的參數輸入機,待內襯固化后,由機控制用無堿無捻玻璃纖維進行往復式纏繞直至纏繞層厚度。按規定厚度外敷100%樹脂含量的外保護層。纏繞層的樹脂含量一般為35%左右,其厚度取決于管道設計的強度和剛度的綜合。
(6)紅外線固化
管道進入固化養護階段。在固化過程中應以適宜的轉速保持模具滾動,使其均勻固化。固化過程中應注意監控管體溫度,合理調整固化方案。


1) 首先在模具成型面上涂抹脫模劑(或在模具外表面包上一層透明的玻璃紙),待充分干燥后,將加有引發劑(或固化劑)、促進劑等添加劑均勻涂刷在模具成型面上,隨之在其上鋪放裁剪好的玻璃布。然后在鋪好的玻璃布上再涂刷氯氧鎂水泥,并注意驅除氣泡。涂刷好氯氧鎂水泥漿后再鋪上剪好的玻璃布,如此重復上述操作,直到達到設計和規范厚度。
2) 風管表層漿料厚度以壓平玻璃纖維網格布紋理為宜(可見布紋)。管壁表面不允許有密集氣孔和漏漿,以避免承受彎曲拉應力(正風壓)、彎曲壓應力(負風壓)時的應力集中。
3) 管體與法蘭轉角處應有過渡圓弧,過渡圓弧半徑應為壁厚的0.8~1.2倍,才能提高懸臂狀態法蘭承載能力和避免應力集中。要求風管法蘭處的玻璃纖維網格布應延伸至風管管體上。
2) 風管表層漿料厚度以壓平玻璃纖維網格布紋理為宜(可見布紋)。管壁表面不允許有密集氣孔和漏漿,以避免承受彎曲拉應力(正風壓)、彎曲壓應力(負風壓)時的應力集中。
3) 管體與法蘭轉角處應有過渡圓弧,過渡圓弧半徑應為壁厚的0.8~1.2倍,才能提高懸臂狀態法蘭承載能力和避免應力集中。要求風管法蘭處的玻璃纖維網格布應延伸至風管管體上。

