



想要真正了解品牌的35crmo精密鋼管廠家產品的魅力嗎?這個視頻將以其無與倫比的視聽效果,讓您仿佛置身于產品的核心之中,感受其獨特的魅力。
以下是:品牌的35crmo精密鋼管廠家的圖文介紹


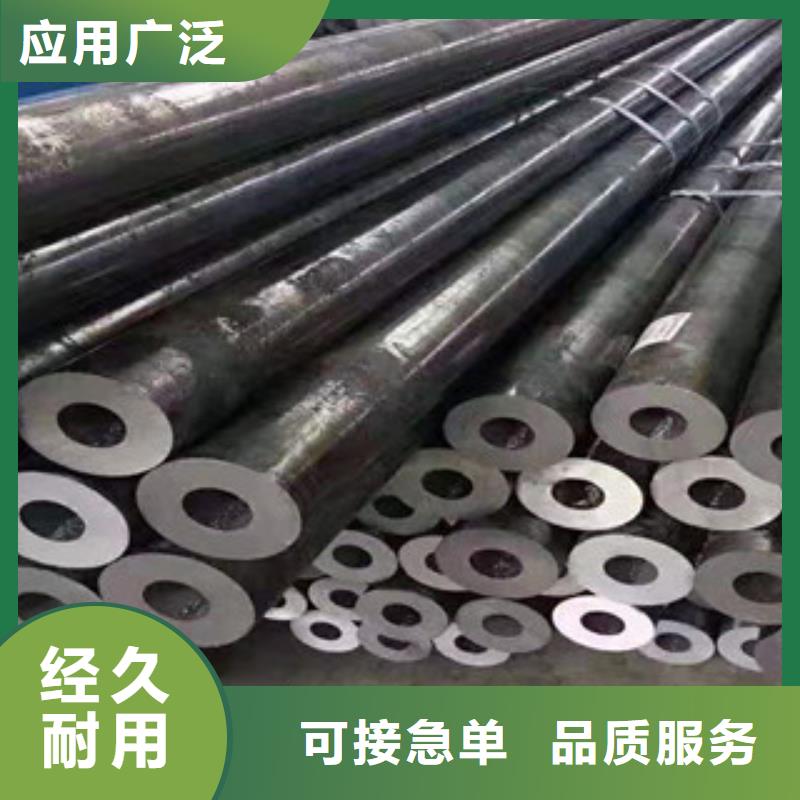
常規正火工藝可完全無錫精密鋼管的魏氏組織,使其屈服強度和抗拉強度的匹配更加合理,屈強比σS/bσ≤0.78,延伸率5δ≥30%,冷成型性能大幅度提高并避免出現冷彎開裂現象。膨脹系數可以用體積或者是長度表示,通常是用長度表示。密度物質的密度是該物質單位體積的質量,單位是kg/m3或1b/in3。殘余拉應力主要來自設備在焊接過程中產生的殘余拉應力。當前,工程上廣泛采用焊接冷卻后進行退火處理殘余應力,而焊后冷卻是殘余應力產生的重要過程,這種做法既浪費了能源又容易產生較大的焊接殘余應力。焊接后熱處理是一種新的殘余應力技術。焊前將無錫精密鋼管預熱至后熱處理溫度并在焊接過程中對焊件持續加熱保持這一溫度,焊接完成后使用保溫棉對其進行保溫使其緩慢冷卻。



江泰鋼材有限公司(銅山分公司)地理位置交通非常方便占地面積2000平方米,長期提供優質的 氣密門,是老牌的 氣密門生產廠家,質量保證,價格優惠力度大!江泰鋼材有限公司(銅山分公司)真誠期待與您的合作!

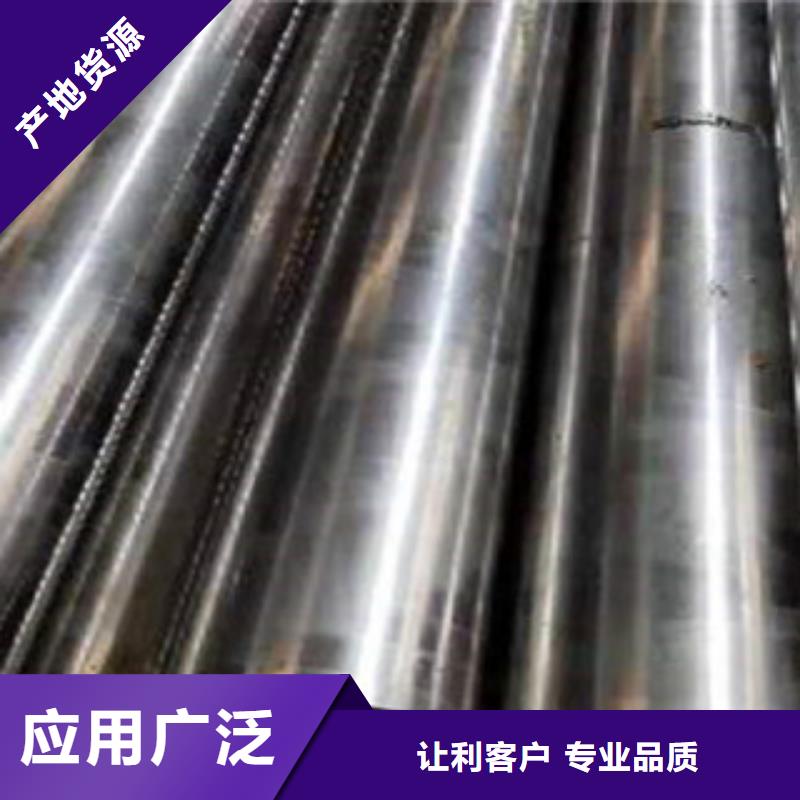
孔型封閉性差:20#精軋管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#精軋管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。
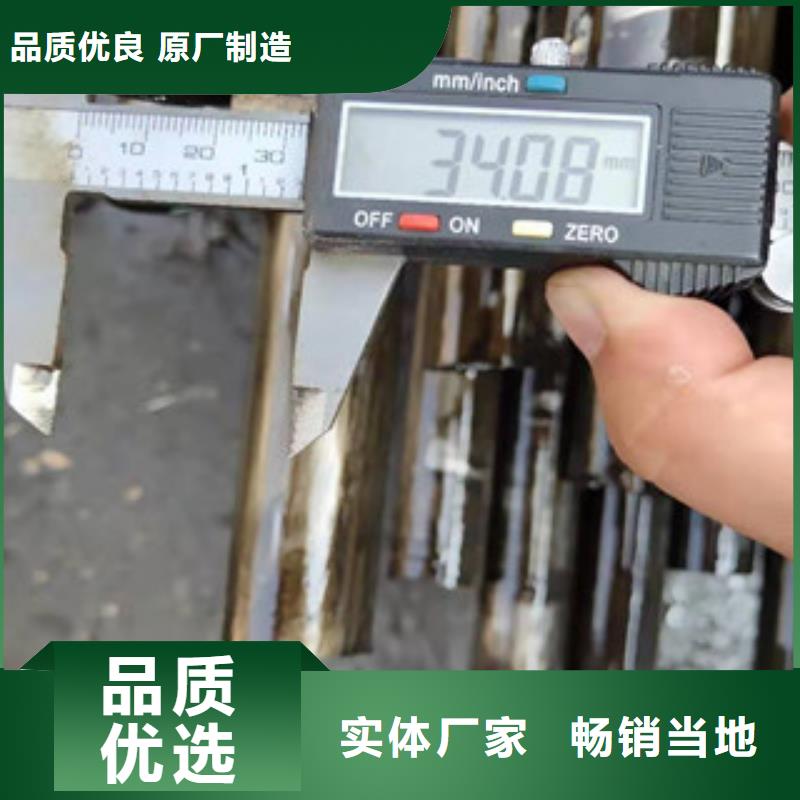
提高芯棒限動速度:目前速度為0.08-0.30m/s。芯棒限動速度過低,芯棒與軋件內表面相對速度大,摩擦力大,芯棒磨損就大;芯棒限動速度高,則有利于金屬軸向流動,提高荒管出口速度。
提高芯棒限動速度:目前速度為0.08-0.30m/s。芯棒限動速度過低,芯棒與軋件內表面相對速度大,摩擦力大,芯棒磨損就大;芯棒限動速度高,則有利于金屬軸向流動,提高荒管出口速度。


