

貨源】")
貨源】")
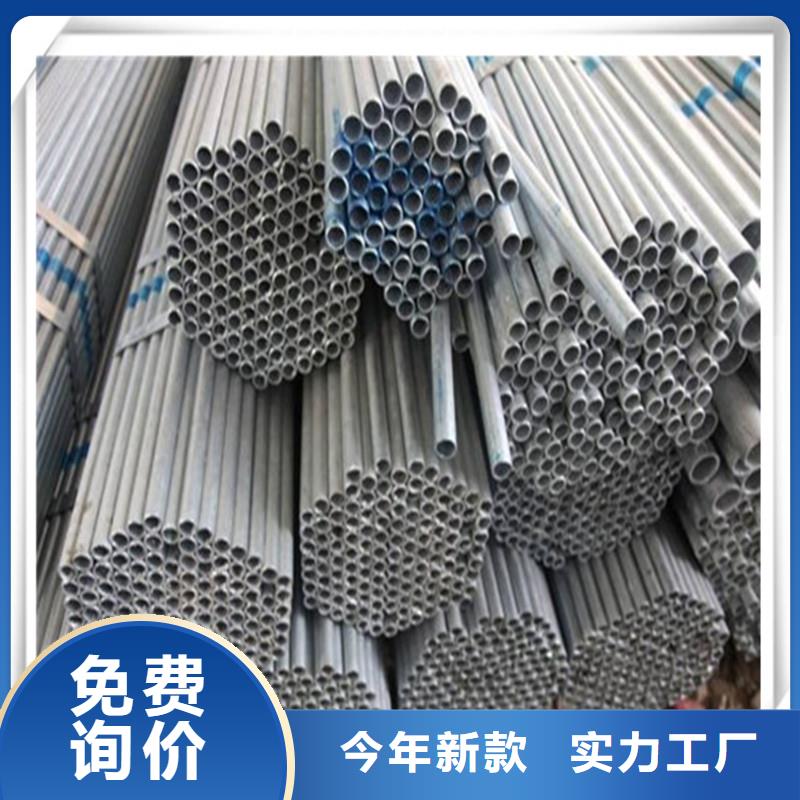
硫酸鹽電鍍鋅鐵合金工藝電流效率高達 ,沉積速率快是任何鍍鋅工藝無可比擬的,精細管的運行速度8~12 m/min,鍍層厚度平均2m/min,這是連續(xù)鍍鋅難于達到的。鍍層光亮細致悅目。按 標準GB/T10125"人造氣氛試驗-鹽霧試驗"方法測試,72 h,鍍層完好、無變化;96 h,鍍層表面出現(xiàn)少量白銹。
貨源】")
貨源】")
貨源】")
大口徑螺旋鋼管廠家介紹另一方面還可以使焊縫金屬泠卻。埋弧焊可以采用較大的焊接電流。鐵嶺大口徑螺旋鋼管廠家介紹與手弧焊相比,其*da的優(yōu)點是焊縫好,焊接速度高。因此,它適于焊接大型工件的直縫的環(huán)縫。鐵嶺大口徑螺旋鋼管廠家介紹而且多數(shù)采用機械化焊接。Q235B螺旋管埋弧焊已廣泛用于碳鋼、低合金結構鋼和不銹鋼的焊接。由于熔渣可接頭冷卻速度,故某些度結構鋼、高碳鋼等也可采用埋弧焊焊接。鐵嶺大口徑螺旋鋼管廠家介紹埋弧焊鋼管:是以帶鋼卷板為原材料,經常溫成型,以自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管。
螺旋焊接鋼管化學成分是以原料的檢驗結果為準。在某些狀況下,為了避免帶鋼中可能存在的化學成分偏析而影響焊縫,接鋼管消費廠應停止化學成分的復檢。復檢結果應在標惟允許范圍內。復檢的取樣部位應包括帶鋼的全寬或鋼管的整個圓周;在鋼管上取樣時應避開焊縫及其熱影響區(qū)。機械性能實驗普通包括拉伸強度實驗和硬度實驗。接鋼管的拉伸試樣分為全截面試樣、條形試樣和圓棒形試樣三種。試樣普通選用條形試樣,試樣上劃出標點,兩夾持端用錘打平以便于。為使應力平均散布在平行局部,在平行部與兩端夾持部加工一個半徑為 R 的圓弧。
貨源】")
貨源】")
琪鈺鋼鐵貿易有限公司(南京分公司)以市場為導向,不斷提高 方矩管產品質量,完善產品結構,擴大生產能力,以滿足用戶的要求。 方矩管產品暢銷國內二十多個省市,并且大量出口海外,受到用戶的信賴和好評。 公司歡迎國內外朋友到我公司參觀考察,愿與其攜手合作,共謀發(fā)展。
貨源】")
貨源】")
貨源】")
牌號和化學成分:鍍鋅鋼管用鋼的牌號和化學成分應符合GB 3091所規(guī)定的黑管用鋼的牌號和化學成分。
制造方法:黑管的制造方法(爐焊或電焊)由制造廠選擇。鍍鋅采用熱浸鍍鋅法。
螺紋及管接頭:帶螺紋交貨的鍍鋅鋼管,螺紋應在鍍鋅后車制。螺紋應符合YB 822的規(guī)定。鋼制管接頭應符合YB 238的規(guī)定;可鍛鑄鐵管接頭應符合YB 230的規(guī)定。
貨源】")
貨源】")
低壓流體輸送用鍍鋅焊接鋼管(熱浸鍍鋅部分)鍍鋅層的均勻性:鋼管試樣在硫酸銅溶液中連續(xù)浸漬5次不得變紅(鍍銅色)
表面質量:鍍鋅鋼管的表面應有完整的鍍鋅層,不得有未鍍上的黑斑和氣泡存在,允許有不大的粗糙面和局部鋅瘤存在。鍍鋅層重量:根據(jù)需方要求,鍍鋅鋼管可作鋅層重量測定,其平均值應不小于500g/平方米,其中任何試樣不得小于480g/平方米。
硫酸鹽鍍鋅 點是電流效率高達 ,沉積速率快,這是其他鍍鋅工藝無可比擬的。由于鍍層結晶不夠細致,分散能力與深鍍能力較差,因而只適于幾何形狀簡單的管材與線材等電鍍。硫酸鹽電鍍鋅鐵合金工藝對傳統(tǒng)的硫酸鹽鍍鋅工藝進行優(yōu)化,只保留了主鹽硫酸鋅,其余組分均舍棄。在組成新工藝配方中又加入適量鐵鹽,使原來的單金屬鍍層形成鋅鐵合金鍍層。工藝的重組,不僅發(fā)揚了原工藝電流效率高、沉積速率快的優(yōu)點,還使分散能力與深鍍能力得到很大改善,過去復雜件不能鍍,現(xiàn)在簡單與復雜件都能鍍,而且防護性能比單金屬提高3~5倍。生產實踐證明,用于線材、管材的連續(xù)電鍍,鍍層晶粒比原來的更細化、更光亮,沉積速率快。2~3 min內鍍層厚度達到要求。
貨源】")
貨源】")
貨源】")
