
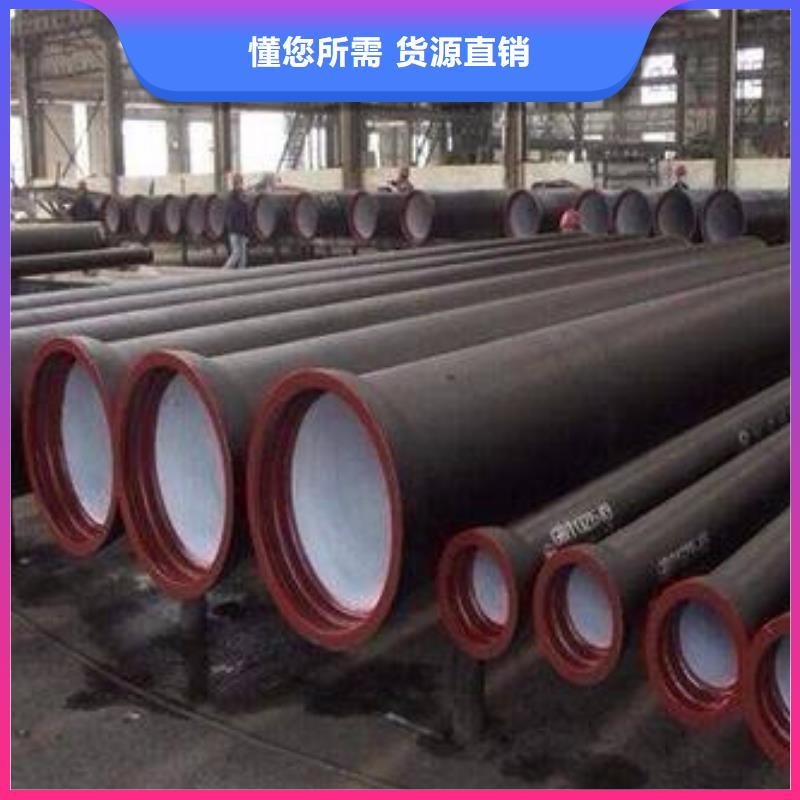


一分鐘的時間,對于了解我們的柔性球墨鑄鐵管柔性承插式產品來說足夠了。從產品的外觀到內在,從功能到性能,視頻將為您展現產品的每一個細節和特性。
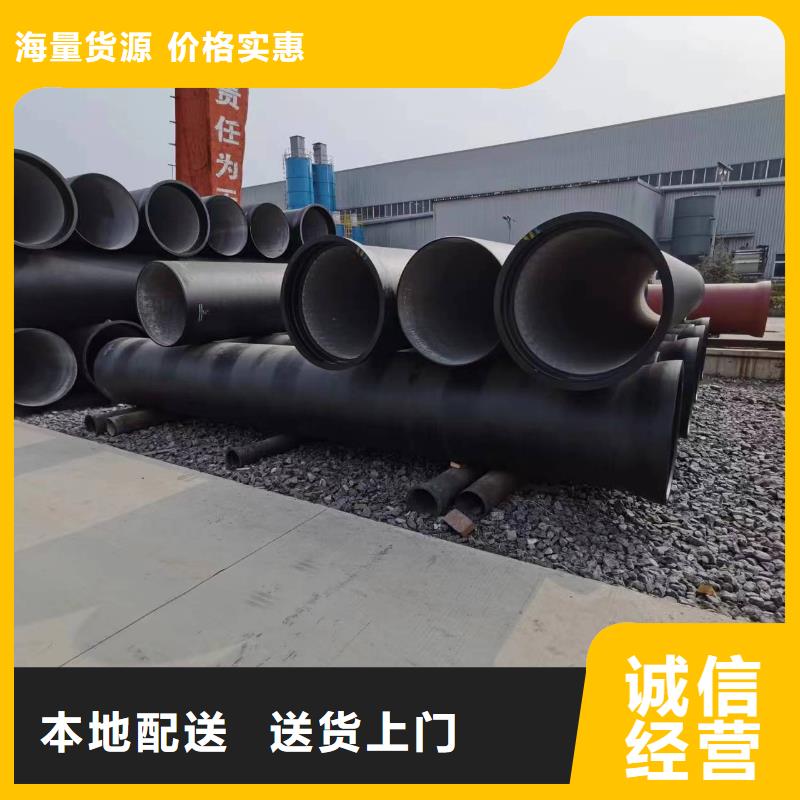
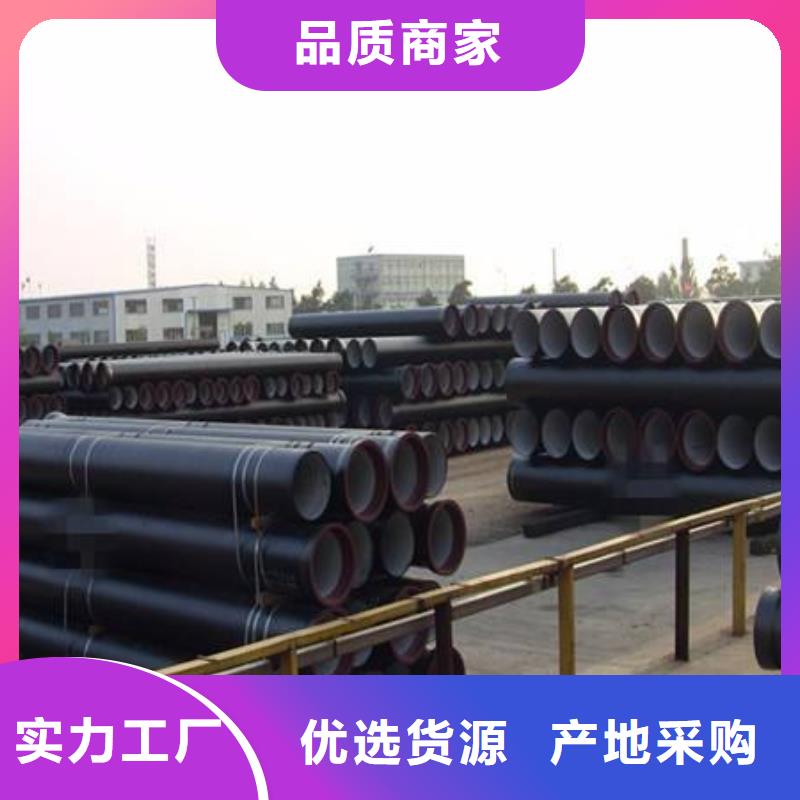
以下是:柔性球墨鑄鐵管柔性承插式的圖文介紹

多年來,飛翔鑄業有限公司(保定分公司)始終堅持“人無我有,人有我優,人優我精”的經營策略,秉承“以 球墨鑄鐵管廠家市場為準則,以新創科技為先導” “以德做人、以誠做事”,的經營理念,扎實地走科研與生產相結合的道路。
始終堅持以品質加誠信求生存,向客戶提供貨真價實的 球墨鑄鐵管廠家產品。我公司將熱誠歡迎您來本廠參觀考察指導。


球墨鑄鐵型材的球化率是爐前檢驗球鑄鐵棒材在其生產過程中是不可缺少的一環,直接關系到球墨鑄鐵型材的質量。而及時、準確判斷鐵液的球化情況,可以迅速采取措施控制球墨鑄鐵棒質量。爐前誤判將會造成大量鑄件報廢,浪費造型工時,因此爐前的及時、準確判斷球化情況比爐后檢驗重要得多。下面飛翔鑄造小編就實際生產中常用的爐前檢驗鐵液球化情況來總結的一些經驗有以下方法。常見的有表面結皮及火苗判斷法。稀土鎂球墨鑄鐵含鎂量較低,又有稀土元素,鐵液表面和純鎂球墨鑄鐵不一樣,表面沒有那么多氧化皮,火苗也沒有那么多而有力。注意的是,當補加1/3鐵液時液面會逸出鎂光及白**火苗,形如燭火。根據火苗數量、高度判斷球化情況及鎂殘余量,火苗越高、越有力,說明球化良好。尤其是在澆注時,從鐵液流中可以看到**火,如高度達25~ffice:smarttags"/>50mm,即球化良好;若火苗低于15mm,則球化較差。從處理后的球墨鑄鐵鐵液表面看,形成氧化膜,并有銀白色滾動的亮點,即為球化良好。但氧化膜太厚,則表示鐵液溫度低。



球墨鑄鐵型材可以焊接。焊接方法視鑄鐵棒的材質、復雜程度、缺陷類型和尺寸,以及切削加工和技術要求等來選擇不同焊接方法。并按不同的焊接要求作焊前準備,如油污及夾砂、開坡口或預熱等。焊接方法有氣焊、釬焊、手工電弧焊、手工電渣焊。其中氣焊分為熱焊法、加熱減應區法、不預熱氣焊;手工電弧焊分為冷焊、半熱焊、不預熱焊和熱焊。鑄鐵棒焊接的應用:1、 鑄造缺陷的焊接修復。采用焊接方法修復有缺陷的鑄鐵棒,由于焊接成本低,不僅可獲得巨大的經濟效益,而且有利于及時完成生產任務。2、已損壞的鑄鐵棒成品件的焊接修復。鑄鐵成品件在使用過程中會受到損壞,出現裂紋等缺陷,使其報廢。若換新的不僅價格昂貴,而且需要很長時間,用焊接方法可以及時修復出現的裂紋。3、零部件的生產。指用焊接的方法將鑄鐵棒(主要是球墨鑄鐵棒)件與鑄鐵件、各種鋼件或有色金屬焊接起來而生產出零件


鑄鐵型材經過幾十年的實踐應用,被廣泛應用在液壓、機床、模具、機車、冶金以及壓縮機和一般通用零部件行業。下面鑄鐵廠家為您詳細講解鑄鐵型材在各個行業上的具體應用。 (1)液壓行業鑄鐵型材內部無缺陷,密度大于砂鑄件,具有細密的組織,耐壓致密性優良,35Mpa的壓力下,壁厚1mm的試樣無點滲和周滲現象,加之其優良的機加性能,非常適用于液壓件。(2)壓縮機行業滾動活塞式空調壓縮機機芯中,滾動活塞環為關鍵部件。(3)機床行業在機床制造業中,使用鑄鐵型材制造車床、銑床、磨床、鉆床等的工作臺及機床導軌、軸(4)車輛行業(ADI齒輪)球墨鑄鐵型材與砂鑄件相比,等溫淬火后抗拉強度提高20Mpa以上伸長率提高20%,硬度提高2HRC,綜合力學性能明顯優于砂鑄件;而相比鍛鋼來講,整個齒輪的加工成本降低23%左右(5)冶金行業



