

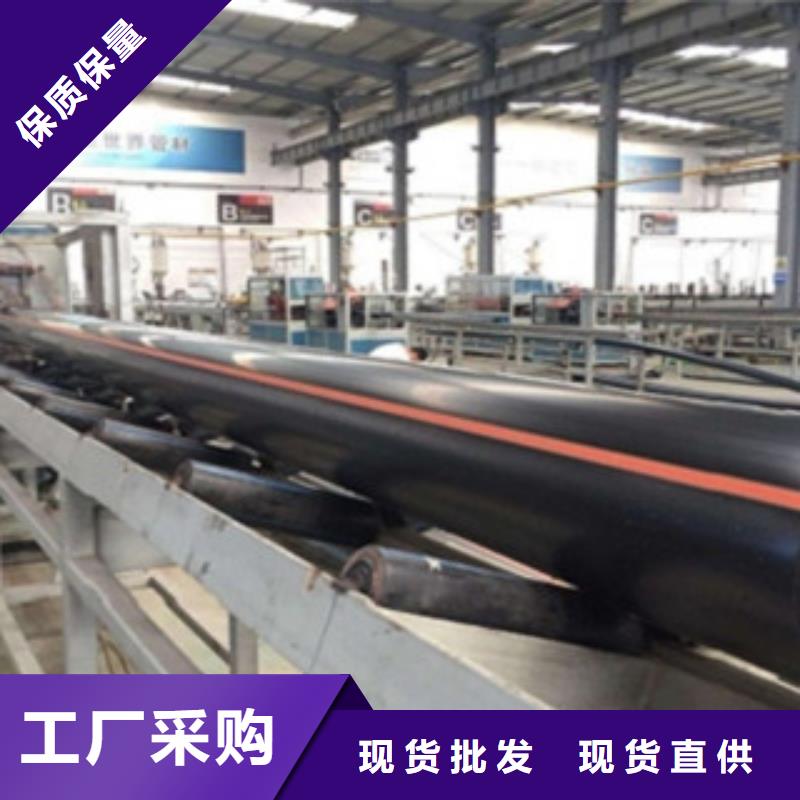
不要錯過這部精心制作的【PE燃氣管】【黑色電力管材】按需定制真材實料產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
以下是:【PE燃氣管】【黑色電力管材】按需定制真材實料的圖文介紹
潤星電力管材有限公司(賀州分公司)位于塑料管材產業園,公司主營產品 PVC-C電力管,我們擁有一支引領技術潮流的工作人員,一批高素質的管理人員。規模化的企業營銷、高質的配送及倉儲,得到廣大客戶的認可與信賴,從而形成了高速的資源服務網絡,實現可雙贏的價值。 目前,我公司正如稚鷹展翅,本著“質量di yi、信譽di yi、顧客di yi”的宗旨,竭誠為閣下提供優質的產品和滿意的服務!


PE管在建筑中的設計理論和施工技術等方面取得了很大的發展和完善,并積累了豐富的實踐經驗,促使PE管在建筑給排水管道工程中占據了相當重要的位置,并形成一種勢不可擋的發展趨勢。在我國,給水管道中用的較多的塑料管材主要有PVC-U給水管、PP-R管、鋁塑復合管(PAP)、鋼塑復合管(SP)、HDPE管等。HDPE管是近兩三年才出現于市場,是采用先進的生產工藝和技術,通過熱擠塑而成型,具有耐腐蝕、內壁光滑、流動阻力小、強度高、韌性好、重量輕等特點。
HDPE管道是繼PVC-U給水管道之后,成為了世界上消費量第二大的塑料管道品種。目前,在給排水管道系統中,塑料管材逐漸取代了鑄鐵管和鍍鋅鋼管等傳統管材成為了主流使用管材。塑料管和傳統管材相比,具有重量輕,耐腐蝕,水流阻力小,節約能源,安裝簡便迅速,造價較低等顯著優勢,受到了管道工程界的青睞。同時,隨著石油化學工業的飛速發展,塑料制造技術的不斷進步,塑料管材產量迅速增長,制品種類更加多樣化。而且,塑料管材在建筑中的設計理論和施工技術等方面取得了很大的發展和完善,并積累了豐富的實踐經驗,促使塑料管材在建筑給排水管道工程中占據了相當重要的位置,并形成一種勢不可擋的發展趨勢。
在我國,給水管道中用的較多的塑料管材主要有PVC-U給水管、PP-R管、鋁塑復合管(PAP)、鋼塑復合管(SP)、HDPE管等。HDPE管是近兩三年才出現于市場,是采用先進的生產工藝和技術,通過熱擠塑而成型,具有耐腐蝕、內壁光滑、流動阻力小、強度高、韌性好、重量輕等特點。HDPE管道是繼PVC-U給水管道之后,成為了世界上消費量第二大的塑料管道品種。目前,輸送燃氣應采用PE80和PE100等級的中或高密度聚乙烯管;給水管通常采用PE80和PE100等級的中或高密度聚乙烯管,PE63已經逐漸趨于淘汰。在輸水方面,增長快的則是PE100管道系統,今后五年的增長率有望達到10%以上。
HDPE管道的口徑從DN16到DN315,共分18個級別。壓力等級在0.25Mpa ~1.0Mpa之間,共4個等級。
HDPE管在溫度190℃n240℃之間將被熔化,利用這一特性,將管材(或管件)兩熔化的部份充分接觸,并保持適當壓力,冷卻后兩者便可牢固地融為一體。因此, PE管的連接方式與 U-PVC管不同,通常采用電熱熔連接及熱熔對接兩種方式,按照管徑大小情況具體可分為:DN≤63時,采用注塑熱熔承插連接;DN≥75時,采用熱熔對接連接或電熔承插連接;與不同材質連接時采用法蘭或絲扣連接。HDPE管道主要用于:市政工程供水系統,建筑物室內給水系統,室外埋地給水系統及居住小區、廠區埋地給水系統,舊管線修復,水處理工程管道系統,園林、灌溉及其他領域的工業用水管等。
HDPE管道是繼PVC-U給水管道之后,成為了世界上消費量第二大的塑料管道品種。目前,在給排水管道系統中,塑料管材逐漸取代了鑄鐵管和鍍鋅鋼管等傳統管材成為了主流使用管材。塑料管和傳統管材相比,具有重量輕,耐腐蝕,水流阻力小,節約能源,安裝簡便迅速,造價較低等顯著優勢,受到了管道工程界的青睞。同時,隨著石油化學工業的飛速發展,塑料制造技術的不斷進步,塑料管材產量迅速增長,制品種類更加多樣化。而且,塑料管材在建筑中的設計理論和施工技術等方面取得了很大的發展和完善,并積累了豐富的實踐經驗,促使塑料管材在建筑給排水管道工程中占據了相當重要的位置,并形成一種勢不可擋的發展趨勢。
在我國,給水管道中用的較多的塑料管材主要有PVC-U給水管、PP-R管、鋁塑復合管(PAP)、鋼塑復合管(SP)、HDPE管等。HDPE管是近兩三年才出現于市場,是采用先進的生產工藝和技術,通過熱擠塑而成型,具有耐腐蝕、內壁光滑、流動阻力小、強度高、韌性好、重量輕等特點。HDPE管道是繼PVC-U給水管道之后,成為了世界上消費量第二大的塑料管道品種。目前,輸送燃氣應采用PE80和PE100等級的中或高密度聚乙烯管;給水管通常采用PE80和PE100等級的中或高密度聚乙烯管,PE63已經逐漸趨于淘汰。在輸水方面,增長快的則是PE100管道系統,今后五年的增長率有望達到10%以上。
HDPE管道的口徑從DN16到DN315,共分18個級別。壓力等級在0.25Mpa ~1.0Mpa之間,共4個等級。
HDPE管在溫度190℃n240℃之間將被熔化,利用這一特性,將管材(或管件)兩熔化的部份充分接觸,并保持適當壓力,冷卻后兩者便可牢固地融為一體。因此, PE管的連接方式與 U-PVC管不同,通常采用電熱熔連接及熱熔對接兩種方式,按照管徑大小情況具體可分為:DN≤63時,采用注塑熱熔承插連接;DN≥75時,采用熱熔對接連接或電熔承插連接;與不同材質連接時采用法蘭或絲扣連接。HDPE管道主要用于:市政工程供水系統,建筑物室內給水系統,室外埋地給水系統及居住小區、廠區埋地給水系統,舊管線修復,水處理工程管道系統,園林、灌溉及其他領域的工業用水管等。



使電熔管件內表面和承插管材的外表面達到合理的熔化溫度,升溫膨脹產生焊接壓力,冷卻后熔為一體,達到焊接目的。熱熔連接不需要額外管件,但對管徑、管材有一定的要求,要求管道外徑≥90mm或壁厚>6mm,且不同材料級別、不同壁厚、熔體質量流動速率差大于規定值的管材、管件禁止使用熱熔對接。熱熔焊接缺點是對接比較困難,對操作人員的技術水平要求很高,且熱熔焊機體積大,重量大,搬運困難,在管溝內進行熱熔連接,管溝需加寬加大。電熔連接方法對管徑、管材沒有嚴格要求,可連接不同材料級別及不同壁厚的管材、管件。但需要額外管件,因而增加管道造價,大口徑的電熔管件造價相當高。電熔焊機一般為全自動型,操作人員出錯的概率相對減小。
焊接質量有很好的保證。電熔焊機體積較小,易于搬運,可在管溝溝槽內進行焊接,無須對溝槽特殊處理,施工方便。管道熱熔或電熔連接的環境溫度應在-5~+45℃范圍內,風力應小于5級。因此在寒冷的冬季,應采取保溫、防風措施,并應調整連接工藝;炎熱的夏季進行操作時,應采取遮陽措施。管材、管件存放處與現場溫差較大時,連接前應將管材、管件在施工現場放置一定時間,使其溫度接近施工現場溫度。2.6焊接工藝在熱熔焊接工藝參數中,與焊接直接有關的參數有焊接溫度、時間和壓力。在焊接溫度確定的情況下壓力和時間的關系見圖1。圖中p1——總的焊接壓力(表壓),MPap2——焊接規定的壓力(表壓),MPap3——拖動壓力(表壓)。
MPat1——卷邊達到規定高度的時間,st2——焊接所需要的吸熱時間。st3——切換所規定的時間,st4——調整壓力到p1所規定的時間,st5——冷卻時間,mint6——總的焊接時間,min對接焊接要獲得質量合格的焊口,必須滿足的基本條件是:①焊接界面必須清潔、干燥;②合理的加熱溫度和加熱時間;③合適的外力,加劇分子變形。在加熱過程中,施加水平徑向拖力能平整管材端面上的不平整度,但若壓力過大,會導致熔料流向焊端的邊緣,改變焊接接頭的形狀,嚴重影響焊接質量。在熔接過程中,施加水平徑向外力是為了排除氣孔和氣體夾雜物,受熱氧化破壞的材料,補償材料收縮。冷卻過程是在保持一定外力的情況下,長時間內以緩慢速度進行焊縫材料的收縮、翻邊結構的形成過程。
焊接質量有很好的保證。電熔焊機體積較小,易于搬運,可在管溝溝槽內進行焊接,無須對溝槽特殊處理,施工方便。管道熱熔或電熔連接的環境溫度應在-5~+45℃范圍內,風力應小于5級。因此在寒冷的冬季,應采取保溫、防風措施,并應調整連接工藝;炎熱的夏季進行操作時,應采取遮陽措施。管材、管件存放處與現場溫差較大時,連接前應將管材、管件在施工現場放置一定時間,使其溫度接近施工現場溫度。2.6焊接工藝在熱熔焊接工藝參數中,與焊接直接有關的參數有焊接溫度、時間和壓力。在焊接溫度確定的情況下壓力和時間的關系見圖1。圖中p1——總的焊接壓力(表壓),MPap2——焊接規定的壓力(表壓),MPap3——拖動壓力(表壓)。
MPat1——卷邊達到規定高度的時間,st2——焊接所需要的吸熱時間。st3——切換所規定的時間,st4——調整壓力到p1所規定的時間,st5——冷卻時間,mint6——總的焊接時間,min對接焊接要獲得質量合格的焊口,必須滿足的基本條件是:①焊接界面必須清潔、干燥;②合理的加熱溫度和加熱時間;③合適的外力,加劇分子變形。在加熱過程中,施加水平徑向拖力能平整管材端面上的不平整度,但若壓力過大,會導致熔料流向焊端的邊緣,改變焊接接頭的形狀,嚴重影響焊接質量。在熔接過程中,施加水平徑向外力是為了排除氣孔和氣體夾雜物,受熱氧化破壞的材料,補償材料收縮。冷卻過程是在保持一定外力的情況下,長時間內以緩慢速度進行焊縫材料的收縮、翻邊結構的形成過程。



