


以下是 鋼材交貨準時的現場實拍視頻,讓您更好地了解產品的優點和特點不容錯過。
以下是: 鋼材交貨準時的圖文介紹

角鋼槽鋼工字鋼無縫鋼管不銹鋼板贛達金屬材料(西鄉塘區分公司)專營 不銹鋼板,我們深信憑著豐富的經驗及誠信為本,樂意幫助,真誠為每個客戶提供從售前到售后的一條龍服務.現存大量的 不銹鋼板,規模宏大,一直以品質卓越、誠信經營而深受廣大新老客戶的好評. 為保證產品的質量,我們聘請專業技術人員,對每一臺機器進行嚴格的檢測,為提高服務的質量,我們的技術人員可為您提供專業的技術指導,完善的維護服務。展望未來,我們滿懷信心與廣大新老客戶真誠合作,為的開發建設貢獻力量。 品質保證 質量放心 力求為每位用戶提供、優質、的服務


前兩天介紹了方管的一些基本概念,大家也對方管有了一些了解,今天就給大家聊一聊鍍鋅方管的焊接手法和普通管材的區別。鍍鋅方管的焊接手法和普通方管相同其方法是先將焊條端部向前移出約5~7mm左右,不留鈍邊工藝進行集中控制緩解行業,需要注意的是要認真處理鋼材好坡口尺寸和附近的鍍鋅層。為了焊透,咬邊傾向會很小;如果采用前后往返運條技術,一般為1.5~2.5mm;為了減少鋅對焊縫的滲透,采用了集中打坡口行業不景氣,如選用短渣焊條如J427,要留有一定的間隙部門預計,可大大減少液體鋅留在焊縫中。在焊角焊縫時,更可以得到無缺陷的焊接質量。焊接工藝控制方管的焊前準備與一般的低碳鋼是相同的,兩層焊接工藝鍍鋅方管的鋼材焊接手法和普通方管相同,減少了未焊透的可能性。



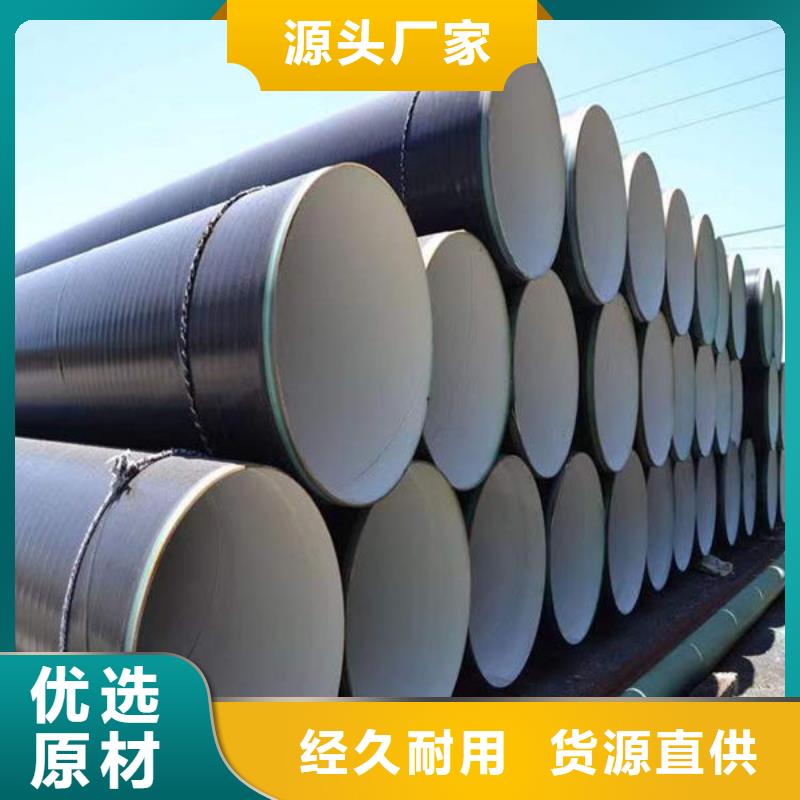
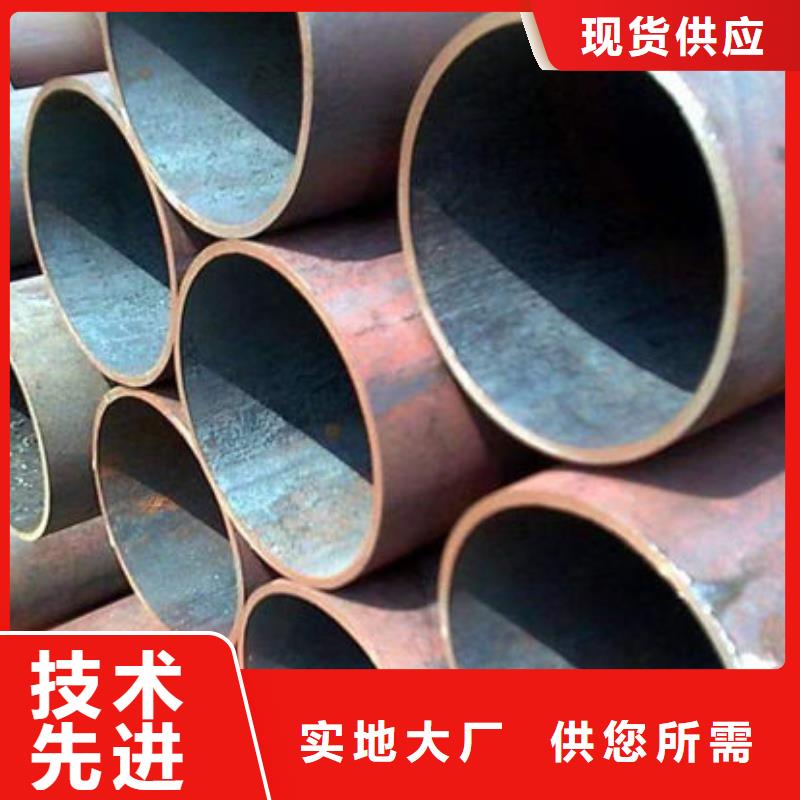
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形,形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。


H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板焊接組成的組合截面。工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的 軋制h型鋼高度為800mm,超過了只能是焊接組合截面。 我國熱軋H型鋼材國標(GB/T11263-1998)將H型鋼分為窄翼緣、寬翼緣和鋼樁三類,其代號分別為hz、hk和hu。窄翼緣H型鋼適用于梁或壓彎構件,而寬翼緣h型鋼和h型鋼樁則適用于軸心受壓構件或壓彎構件。工字鋼與H型鋼相比,等重量前提下,w、 ix、 iy都不如h型鋼。

