



想要了解鉗壓式聲測管生產、運輸、安裝產品的魅力?視頻為你揭曉答案!
以下是:廣西百色鉗壓式聲測管生產、運輸、安裝的圖文介紹


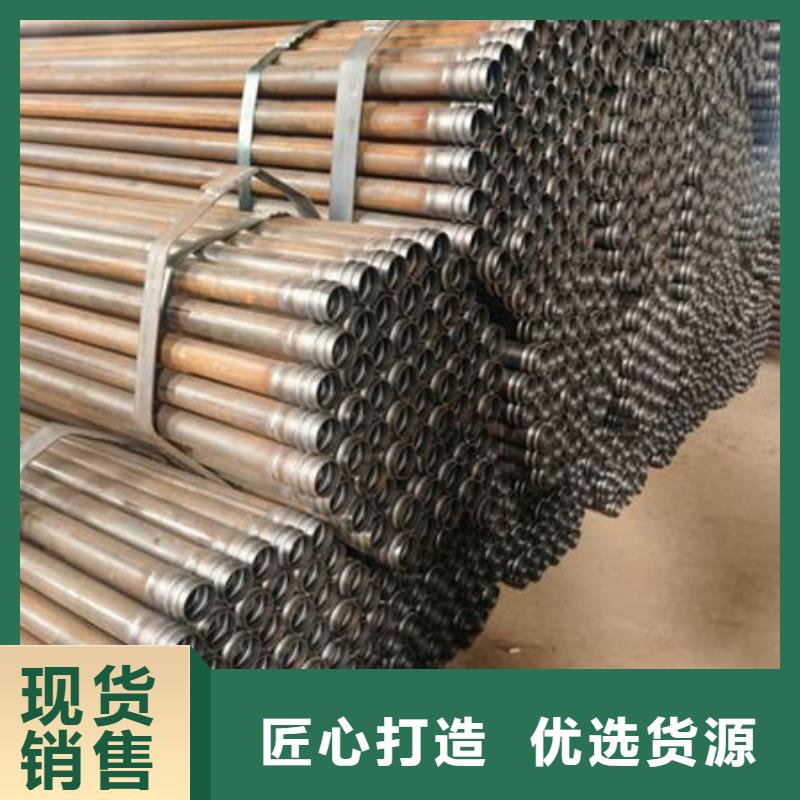
廣西百色焊管工藝流程 原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內外焊珠去除—預校正—感應熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關)—包裝—出貨。 產品特點 直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。



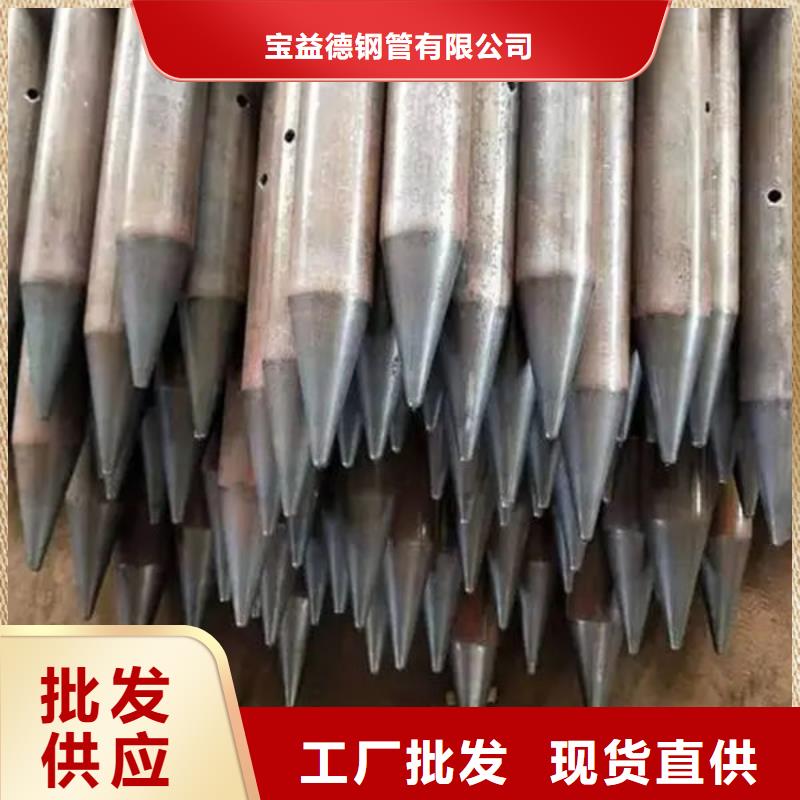
因廣西百色聲測管的焊接技術要求很高,需有專業的焊接人員。為保證樁基混凝土的質量,在樁基灌注過程中均有時間限定,采用焊接的檢測管在鋼筋籠對接過程中,還得焊接檢測管,給鉆孔灌注增加了施工風險。而我公司生產的聲測管在安裝過程中只需上管插入下管,然后用簡單的工具稍加緊固可。無須焊接,無須電力,無需任何技術,大大節約了施工時間,避免了過長時間的安裝給施工帶來的風險,大幅提高了工作效率。 樁基在混凝土灌柱時對聲測管的密封性、抗滲性、抗拉性、抗扭矩、抗壓等方面的要求特別嚴格,生產及安裝中稍有不慎將造成堵管、滲漏或管變形,樁基檢測將無法完成。現場焊接無法檢測管壁、接口及管底的封頭密封性,因此抗滲漏性能很難保證。而我公司生產的聲測管從原料采購就由專人嚴把質量關,生產前后經過多次檢測,產品成型后再需經三道檢測工序即初檢、氣檢、水檢。確保產品合格率為100%,從而保證了樁基質檢要求。


寶益德鋼管(百色市分公司)借助先進的加工設備與先進的技術,專業、的管理團隊,堅持發揮團隊粗神,合作共贏的理念,結合自產自銷 聲測管的經營戰略,讓我們給客戶提供的是價廉物美的 聲測管產品與服務! 歡迎廣大新老客戶光臨惠顧,我們將竭誠為您服務!




廣西百色聲測管主要是作為樁基密度檢測的通道,通過樁基密度用來判斷樁基的質量。廣西百色聲測管就是一個細小的管材,一般埋設在樁基工程中,之前算旋挖樁,在算廣西百色聲測管的時候,想了想廣西百色聲測管的根數有沒有規范,查閱了相關規范,在《JGJ106-2014 建筑基樁檢測技術規范》中找到了依據,在第10.3條廣西百色聲測管的埋設要求中說明了廣西百色聲測管根數的相關要求樁徑小于或等于800,不得少于2根廣西百色聲測管。 樁徑大于800且不小于或等于1600,不得少于3根樁徑大于1600時,不得少于4根。廣西百色聲測管價格還是比較便宜的,都是小錢,不過這個根數到底是適用于旋挖樁還是人工挖孔樁還是所有樁呢?以前聽有些人說,人工挖孔樁深度少于10米就不用埋設廣西百色聲測管了,目前俺還沒找到說法的依據,有知道的嗎,知道的話麻煩告知下,我查閱了《JGJ194-2008建筑樁基技術規范》《GB50202-2018建筑地基基礎驗收規范》兩本規范都沒找到,也有可能我看漏了,不過確實不是很引人注目。


