



工件夾緊采用手動夾緊,操作方便
可定制三向液壓加緊裝置
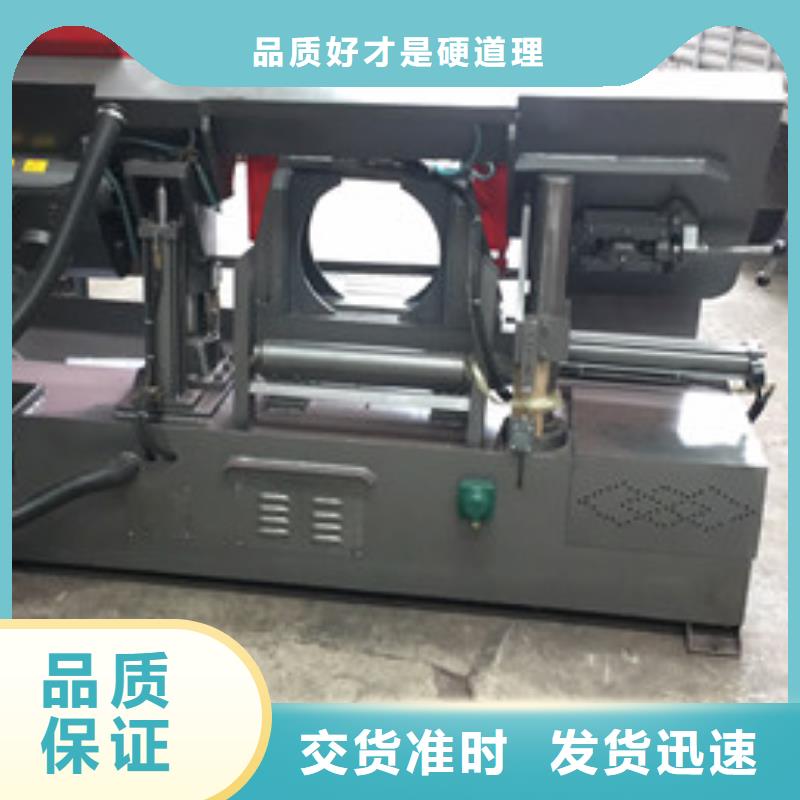
GB4250雙柱龍門臥式金屬帶鋸床系列,主要用于鋸切各種黑色金屬、有色金屬。具有鋸口窄、省料、節(jié)能、
鋸削精度高、操作方便、生產(chǎn)效率高等優(yōu)點
產(chǎn)品特點
1.切削速度液壓控制,無級變速
2.導向塊結構科學合理,延長鋸條的使用壽命
3.雙立柱結構,操作平穩(wěn)
4.鋸切穩(wěn)定,精度高
5.工作夾緊采用手動夾緊,操作方便
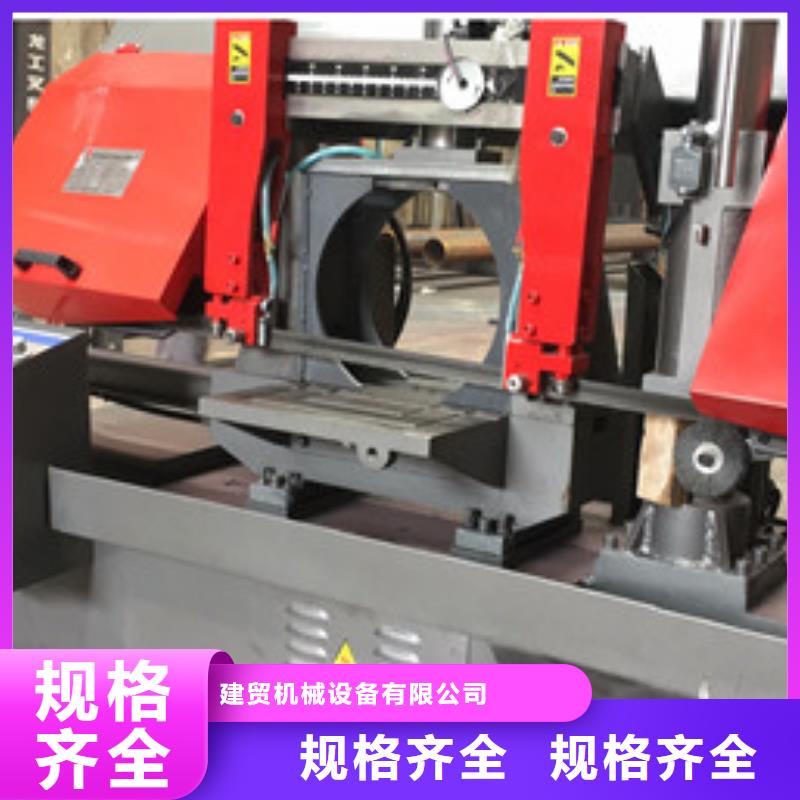
√ 切削速度液壓控制,無級調(diào)速
√ 導向塊結構科學合理,延長鋸條的使用壽命
√ 雙立柱結構,操作平穩(wěn)
√ 鋸切穩(wěn)定,精度高
√ 工件夾緊采用手動夾緊,操作方便
選:合肥型材切割鋸床供貨商")
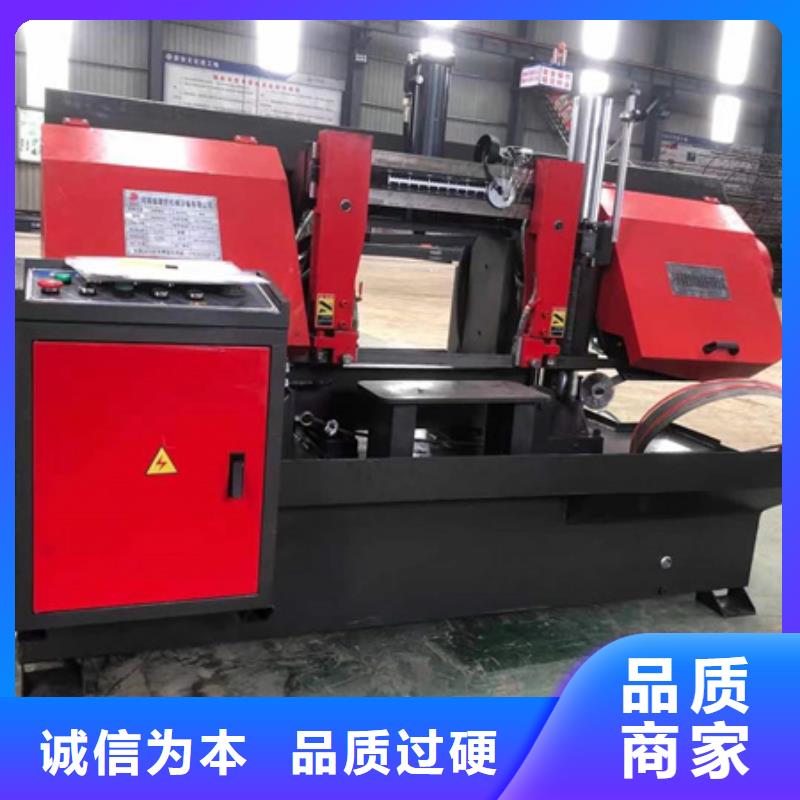
帶鋸床主要特點:
◎切削速度液壓控制,無級調(diào)速;
◎導向塊結構科學合理,延長鋸條的使用壽命;
◎雙立柱結構,操作平穩(wěn);
◎鋸切穩(wěn)定,精度高;
◎工作夾緊采用液壓夾緊,操作方便。
產(chǎn)品常用名稱:鋸床,帶鋸床,臥式帶鋸床,雙柱式帶鋸床,金屬帶鋸床,GB4230帶鋸床。
產(chǎn)品型號 GB4230
切削范圍(mm) Φ400-400×400
鋸帶規(guī)格(mm) 3565×34×1.1
鋸帶線速(m/min) 27、45、69
工作夾緊方式 液壓
主電機功率(kw) 2.2
外型尺寸(mm) 2200*1100*1500
凈重kg 750kg
選:合肥型材切割鋸床供貨商") <合肥>建貿(mào)機械設備有限公司
優(yōu)選:合肥型材切割鋸床供貨商
<合肥>建貿(mào)機械設備有限公司
優(yōu)選:合肥型材切割鋸床供貨商
。
系統(tǒng)控制改造伺服系統(tǒng)的閉環(huán)位置控制是容易的。普通電磁閥只有“通”,“斷”兩種狀態(tài),并且具有電磁機械滯后。液壓油的溫度及壓力變化影響到送料滑臺的,因此采用傳統(tǒng)的控制理論進行處理困難。為使到達目標位置前關閉送料油缸液給,使送料油缸停止時剛好在目標位置,是問題的關鍵。
對于普通帶鋸床而言,由于壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一致性也不好。此外,在改變普通帶鋸床下料長度時,由于需送料長度標尺,操作也繁瑣。
鋸條性能的差異,好對鋸條的速度和鋸削速度能實時自動。比如,當鋸條彎曲達到系統(tǒng)的一定閥域值時,系統(tǒng)就速度自適應或關閉進給。這需要在原有普通帶鋸床的基礎作較大的改動,如改變原有的液壓單元,鋸條彎曲器等。在原普通鋸裝配光柵尺進行位置測量,原液壓系統(tǒng)不變。控制系統(tǒng)功能設計,包括料倉,儲料管理檢索,鋸件分類管理,鋸條彎曲,材料壓緊,鋸條速度,鋸削進給速度的自適應控制等。由于鋸削的材料為了能同時不改變原液壓系統(tǒng)的要求,系統(tǒng)了基于普通電磁閥的位置控制模塊
選:合肥型材切割鋸床供貨商") 數(shù)控鋼筋彎曲中心自動化水平高,且適用范圍廣,具有鋼筋籠直徑可調(diào),主筋根數(shù)可調(diào),箍筋間距可調(diào),電機轉速可調(diào)特性。
整機采用先進的模塊化設計思想,可便當?shù)夭鹧b組合,控制界面友好,操作簡雙方便,轉運便當。關鍵零部件,采用高規(guī)格消費規(guī)范,減少設備毛病率,降低運用本錢。數(shù)控鋼筋彎曲中心對場地順應性強,可依據(jù)場地大小、鋼筋籠長度合理布置設備。
數(shù)控鋼筋彎曲中心自動化水平高,且適用范圍廣,具有鋼筋籠直徑可調(diào),主筋根數(shù)可調(diào),箍筋間距可調(diào),電機轉速可調(diào)特性。
整機采用先進的模塊化設計思想,可便當?shù)夭鹧b組合,控制界面友好,操作簡雙方便,轉運便當。關鍵零部件,采用高規(guī)格消費規(guī)范,減少設備毛病率,降低運用本錢。數(shù)控鋼筋彎曲中心對場地順應性強,可依據(jù)場地大小、鋼筋籠長度合理布置設備。
選:合肥型材切割鋸床供貨商")
在原普通帶鋸床上裝配 光柵尺進行位置測量,原液壓系統(tǒng)不變。控制系統(tǒng)軟件功能設計,包括料倉、儲料管理檢索、鋸件分類管理、鋸條彎曲監(jiān)控、材料壓緊 、鋸 條速度、鋸削進給速度的自適應控制等。為了能同時滿足不改變原液壓系統(tǒng)的要求,系統(tǒng)增加了基于普通電磁閥的位置控制模塊。以防觸電事端的發(fā)作所用導線及絲
文章標題:數(shù)控帶鋸床送的材料尺寸不準的原因
為什么使用金屬帶鋸床要對帶鋸條進行磨合
金屬帶鋸床更換全新的帶鋸條鋸齒很鋒利,為了能夠承受雙金屬帶鋸條工作時候的鋸切壓力,必須對新鋸條齒部加以磨合,使其形成一個圓弧面從而保護齒部,未經(jīng)磨合的鋸齒在高壓下切割,會破損齒尖的組織,縮短帶鋸條的使用壽命。 對一條新的帶鋸進行適當?shù)哪ズ霞庸ぃ瑢⒛軜O大地增加鋸條的使用壽命,按照客戶切割的材料種類,公司的技能晉級及商品結構調(diào)整資金來源主要是靠自我堆集選擇合適的轉速,如何磨合新鋸條呢?
