




觀光護欄工廠

橋梁防撞護欄的焊接要點
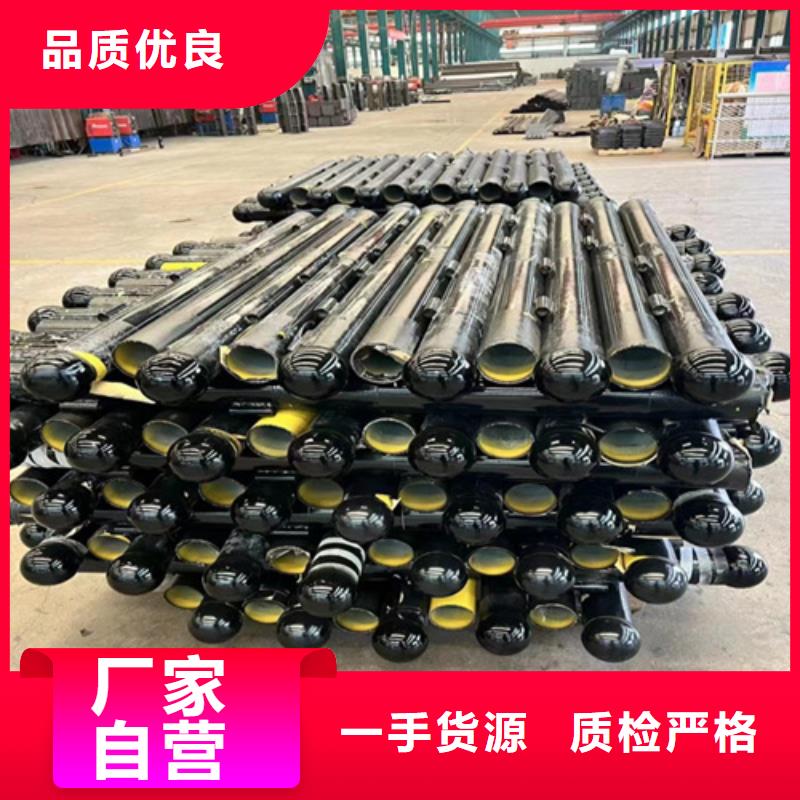
高頻脈沖氬弧焊機用于焊接。氣體保護措施與純不銹鋼焊接相同。鎢極焊條焊針采用ф1.6毫米,焊絲采用ф0.8 ~ф1.2毫米,牌號為HOCr2NN(即304焊絲)。點焊時焊接電流可略大于40 ~ 50a,連續焊接時可大于20 ~ 40a。焊接速度一般為15 ~ 25厘米/分鐘。
2.打磨對接焊縫兩端的斜面。
3.使用低電壓和低電流(20A~30A)并調節氬氣至約0.5兆帕,填充并焊接復合管的接頭。對于需要通過焊接的復合管,采用兩次焊接方法,先焊接內碳鋼管,再焊接表面不銹鋼層(兩次焊接均采用氬弧焊)。在焊接過程中,如果發現穿孔和咬邊等缺陷,則表明電流大且可調。如果管道沒有完全焊接,電流很小,可以適當增加。其他焊接方法如“↓”型或“↓”型類似于純不銹鋼焊接,主要是坡口匹配要合適,不能太大,間隙一般在1毫米以內。
4.橋梁防撞護欄焊接后,先用砂輪打磨,再用80 ~ 320目砂輪打磨。如有必要,用布輪和蠟拋光。由于復合管表面的不銹鋼壁厚約為0.3 ~ 0.6毫米,應注意不要過度研磨,否則不銹鋼表面容易磨損,露出鋼管,需要維修,增加工作量。在施工前,可以切割一小段試焊。熟悉它的工人,在焊接純不銹鋼薄壁管方面有更多的經驗,一般能在半天內掌握焊接要領。


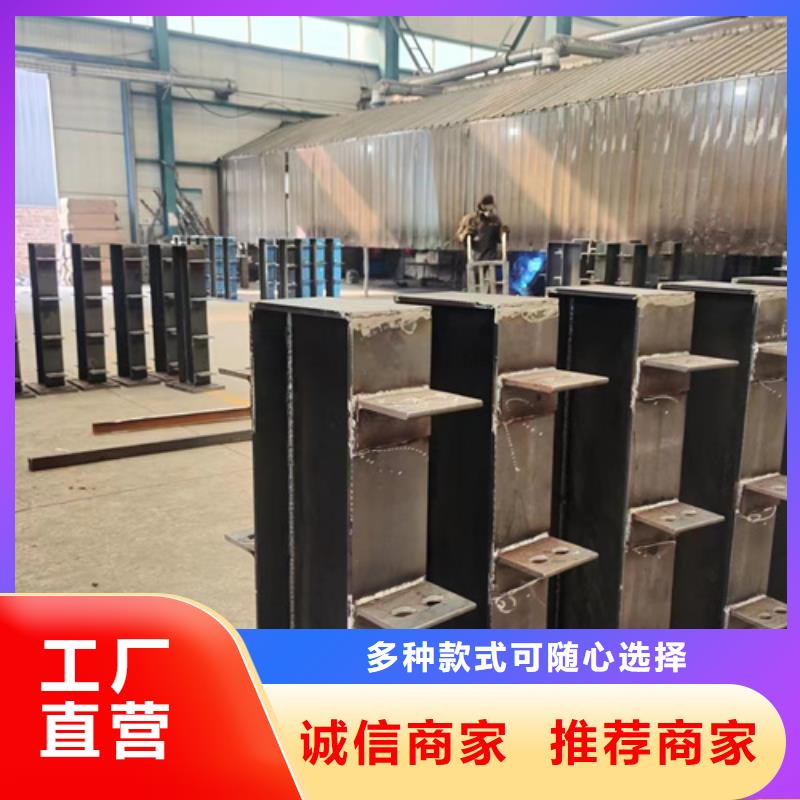
橋梁護欄的噴粉處理技術分析
橋梁護欄噴粉過程中,要注意吊具的導電性,且吊具上的涂層不宜太厚,過厚時可采取集中焚燒的方法用具上的涂層;由于工件較重,一定要設計好掛具,要求掛具牢固可靠。
橋梁護欄采用預烘的目的:一是除去工件上剩余的水分,二是可以保證一定厚度的粉末涂料較好地附著在工件的表面,三是保證工件盡快均勻受熱,加快固化過程一般預烘的溫度是80—140℃。
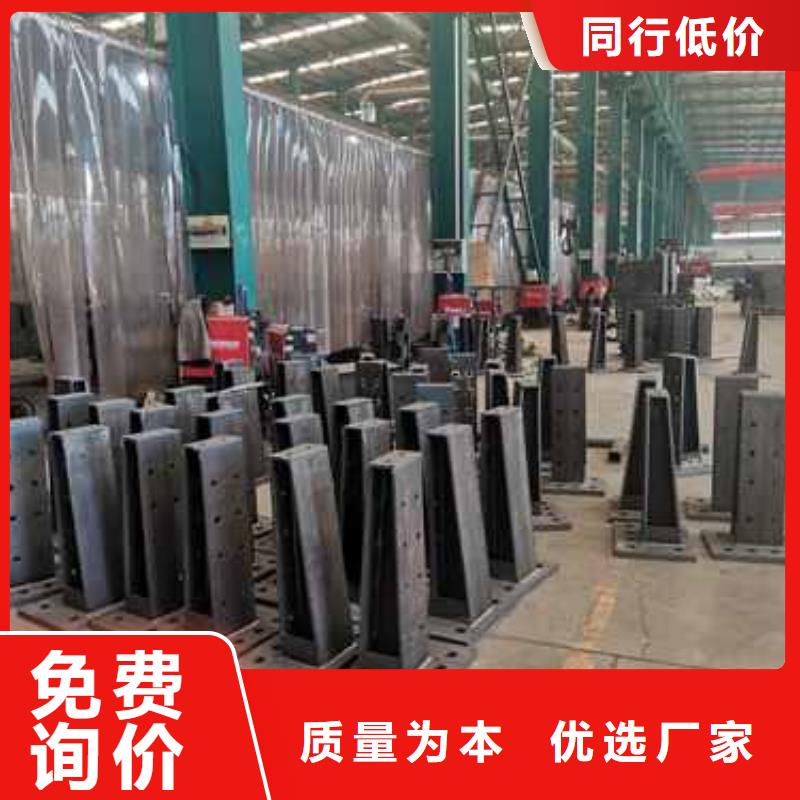
對于橋梁護欄產品,根據其特點,采用自動噴槍另加手工噴槍補噴相結合的形式,目的是實時監控噴粉質量,保證產品質量穩定。一般純聚酚粉術涂料的固化條件是200℃,10min,通過調整加熱爐的溫度和鏈速來保證固化溫度和時間。
橋梁護欄噴粉采用冷風吹干,在吹干的過程中,對工件進行檢查,對于允許缺陷,如流掛、起泡、露底、締孔等可用丙酮等稀釋粉末涂料,趁工件未晾時涂程或噴覆于缺陷表面,用余熱固化對于重大缺陷需要進行返修處理,根據涂膜厚度選取不同的處理方法,一般有直接上件重新噴粉、機械打磨、用脫膜劑處理三種方法。



聚晟護欄制造有限公司(黃山分公司)擁有 【波形護欄】研發、生產、營銷、質檢、物流倉儲等完整的管理體系。立足于國內市場,以的品質和服務為廣大用戶提供值得信賴的 【波形護欄】產品。 【波形護欄】產品不斷創新,及時滿足市場需求。公司在合肥、上海和深圳建立了三個 【波形護欄】生產基地,組建了遍及全國的銷售服務網絡。 專業成就品質,科技引領未來。公司本著“品質優異、客戶至上、誠實守信、和諧發展”的經營理念,愿與海內外客戶精誠合作,共贏發展。


