聯(lián)系我們

- 鋸床鋼筋鋸床細(xì)節(jié)之處更加用心
- 防撞護(hù)欄,q235防撞護(hù)欄廠家優(yōu)勢
- 橋梁防撞護(hù)欄供您所需
- 【水處理襯塑管道】碳鋼襯塑管道應(yīng)用范圍廣泛
- 果殼活性炭,聚合氯化鋁送貨上門
- 焊管-精密鋼管匠心工藝
- 架子管【精密鋼管】真材實(shí)料
- 異型管架子管快速生產(chǎn)
- 碳素鋼不銹鋼復(fù)合管欄桿燈光護(hù)欄好產(chǎn)品不怕比
- 土工布膨潤土防水墊工廠批發(fā)
- 候車亭直銷品質(zhì)優(yōu)
- 貴陽到陵水縣回頭貨車整車運(yùn)輸公司(全境-送達(dá))
- 黑龍江廚房排氣道防雨助排風(fēng)帽批發(fā)價(jià)格
- 預(yù)埋沉降板廠家國標(biāo)價(jià)錢
- 1、2型通風(fēng)天窗剖面圖(橫向天窗)
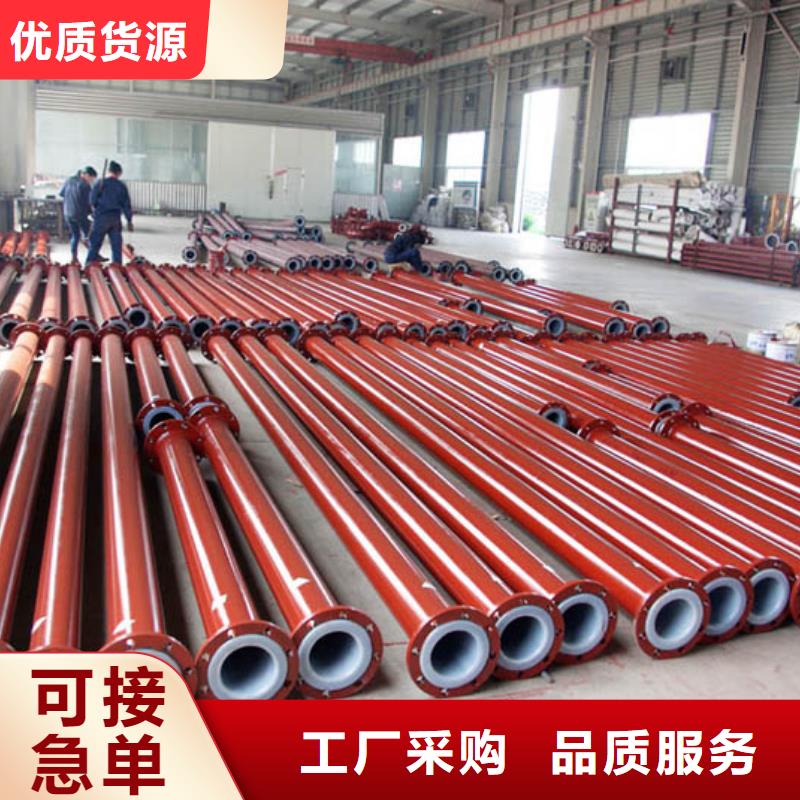
襯塑管道逃生管質(zhì)量為本
更新時(shí)間:2025-06-05 15:38:44 ip歸屬地:安徽,天氣:多云,溫度:21-33 瀏覽次數(shù):18 公司名稱:鄭州 合縱新材料科技(安徽省分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 范圍 | 生產(chǎn)基地位于【鄭州】,供應(yīng)范圍覆蓋安徽省 合肥市、馬鞍山市、蚌埠市、黃山市、阜陽市、亳州市、六安市、巢湖市、銅陵市、淮北市、淮南市、蕪湖市、安慶市、滁州市、宿州市、宣城市、池州市等區(qū)域。 |


量為本")

高分子聚乙烯管道的詳細(xì)介紹
自主研發(fā) 源廠供貨
量為本")
滾塑成型模具
3.1 概述
模具是滾塑成型中不可缺少的重要裝備。 滾塑模具簡單,為無壓成型模具,因此壁薄,輕質(zhì)。滾塑模具由上下兩半模組成,并用夾板固定。為了排出模腔內(nèi)形成的氣體,防止制品變形,模具上開設(shè)排氣孔。
在滾塑工業(yè)中,模具的制作有三種常用方法:鋼板焊接、鋁合金鑄造和電鍍成型。滾塑成型對模具材質(zhì)強(qiáng)度要求不高,但必須具有良好的熱傳導(dǎo)性,并能抵擋頻繁加熱與冷卻過程中的應(yīng)力交替。顯然低碳鋼、鋁、不銹鋼等都是理想的制模材料。選擇模具制作方法時(shí)通常要考慮以下三個(gè)方面:構(gòu)造的復(fù)雜程度,模具的數(shù)量和制品表面質(zhì)量要求。而在這三個(gè)要求中,制品的形狀和尺寸占主導(dǎo)地位。我們可根據(jù)不同的情況選用不同的制作方法。同時(shí),在制造模具時(shí),成本是另外的一個(gè)重要因素。模具制作成本包括了制模材料、模具厚度、分型面的位置、模具數(shù)量和表面處理情況等等。合理設(shè)計(jì)滾塑模具結(jié)構(gòu)和正確選用模具材料是獲取表面光潔無氣泡、壁厚均勻無應(yīng)力的優(yōu)質(zhì)制品的首要保證。
模具殼體的壁厚設(shè)計(jì)按常壓容器的設(shè)計(jì)規(guī)范進(jìn)行,即從剛度計(jì)算出發(fā),結(jié)合制品厚度、加熱方式及制模方法等綜合考慮。一般較大型的模具采用鋼板,其厚度為2—4mm,模具內(nèi)壁要拋光。另外模具厚度取決于旋轉(zhuǎn)方向和加熱方式,用于熱液體傳導(dǎo)加熱的模具,壁較厚些,一般為7.9~12.7mm,以保證傳熱均勻,不發(fā)生熱點(diǎn);而熱風(fēng)循環(huán)加熱的模具,壁較薄些,一般為5~7mm。
3.2 鑄鋁模具
用傳統(tǒng)的砂型鑄造生產(chǎn)的鑄件精度低、制模周期長,鑄件表面質(zhì)量更無法達(dá)到滾塑模的要求,鑄后還需人工打磨拋光。因此,生產(chǎn)滾塑用鑄鋁模就必須采用精密鑄造方法,同時(shí)引入快速制模技術(shù),縮短模具的制造周期。只有這樣,滾塑成型投資少、見效快的優(yōu)勢才能得以充分顯示。現(xiàn)代精密鑄造的工藝方法多種多樣,對于像滾塑模具這樣尺寸較大且形狀復(fù)雜的單件鑄件采用石膏型或陶瓷型鑄造是非常經(jīng)濟(jì)的。如再配合采用熱模差壓澆注法,使鑄鋁合金的流動(dòng)性大大提高,進(jìn)一步減小了滾塑模體的壁厚,對加快滾塑成型中的熱量傳導(dǎo)、縮短成型周期是十分有利的。
3.3 快速制模技術(shù)
快速制模技術(shù)即運(yùn)用快速造型技術(shù)RPM (Rapid Prototyping Moulding)制得的原型直接或間接地加工各種金屬模具的方法,是集CAD/CAM、化工、材料和精密機(jī)械等 成就于一身的高新技術(shù)。目前發(fā)展比較成熟的快速造型方法有激光造型法SLA、薄板層積法LOM、熔絲沉積法FDM和選擇性激光燒結(jié)法SLS等。在滾塑模制造中,用經(jīng)過表面覆膜處理的LOM原型代替木模直接制造石膏型、陶瓷型(大件)或由原型經(jīng)硅橡膠模過渡轉(zhuǎn)換得到石膏型、陶瓷型(小件),再用石膏型、陶瓷型澆注出金屬模具的方法,實(shí)現(xiàn)鑄鋁模的精密鑄造將是十分有利的。
4 滾塑成型制品質(zhì)量控制
4.1 常見質(zhì)量問題
簡單而實(shí)用是滾塑成型的一大優(yōu)點(diǎn),但同時(shí)也給該技術(shù)帶來了一些先天不足的缺陷。比如,制品內(nèi)部易產(chǎn)生氣泡,而表面則易出現(xiàn)空洞;制品易出現(xiàn)彎曲、收縮、變色等。這些現(xiàn)象不但影響了制品的外觀形象,而且更重要的是嚴(yán)重?fù)p害了制品的力學(xué)性能。因此,研究氣泡的形成與消失,彎曲、收縮現(xiàn)象的形成與消失以及制品的沖擊強(qiáng)度對提高成型制品的質(zhì)量具有十分重要的意義。
4.2氣泡與孔眼
氣泡的形成是因?yàn)楫?dāng)粉末粒子熔化并粘結(jié)在一起的時(shí)候,其間夾帶了空氣。在工業(yè)生產(chǎn)中,常采用提高加熱溫度的方法來減少或制品中的氣泡。因?yàn)楫?dāng)提高加熱溫度、延長或制品中的氣泡時(shí),物料粘度減小,氣泡擴(kuò)散容易。同時(shí)因?yàn)橛懈嗟臅r(shí)間使氣泡擴(kuò)散更徹底。這種方法對制品中的氣泡雖然有效,但是也有副作用。比如增加熔融溫度將導(dǎo)致成型周期延長,降低生產(chǎn)效率;高溫下物料被氧化,致使制品的力學(xué)性能降低,特別是沖擊強(qiáng)度尤為明顯。
4.3沖擊強(qiáng)度
影響制品沖擊強(qiáng)度的因素較多,比如加熱溫度、加熱時(shí)間、冷卻速度、粒子尺寸、模具材料等,其中加熱溫度和加熱時(shí)間是影響沖擊強(qiáng)度的主要因素。溫度過低,材料熔融不夠,導(dǎo)致制品沖擊強(qiáng)度降低;溫度過高則會(huì)引起塑料產(chǎn)生降解,同樣降低了制品的沖擊強(qiáng)度。熔體流動(dòng)數(shù)率MFI與其沖擊強(qiáng)度有直接的關(guān)聯(lián),MFI隨著沖擊強(qiáng)度的下降而下降。因而MFI可以作為制品沖擊強(qiáng)度的指征。
滾塑成型工藝制造的特大型聚乙烯儲(chǔ)罐
4.4收縮與變形
收縮、變形也是塑料滾塑成型制品的另一大缺陷。收縮、變形一般是由冷卻時(shí)形成的殘余應(yīng)力引起的,試驗(yàn)證明通過不同的冷卻方式交替進(jìn)行冷卻可以減少制品的殘余應(yīng)力,或者在冷卻期間向模具內(nèi)充人壓縮空氣,即通過壓縮空氣使已固化塑料緊緊貼在模具的內(nèi)壁,阻止它脫離模壁或變形,一直到塑料完全冷卻為止,這樣便起到了冷卻定型的作用。并且由于此法對于已固化塑料的內(nèi)表面同時(shí)冷卻,改變了冷卻機(jī)理,從而減小了殘余應(yīng)力,抑制了制品的收縮和變形。試驗(yàn)證明,大部分塑料冷卻時(shí)通入0.11MPa的壓縮空氣即基本上收縮、變形現(xiàn)象。
5 滾塑成型研究進(jìn)展
從國內(nèi)外情況看,滾塑成型技術(shù)已經(jīng)取得了很大的進(jìn)步。研究工作者們?yōu)橥晟茲L塑成型工藝和提高制品質(zhì)量,近年來在加工過程的實(shí)驗(yàn)研究及模擬仿真、滾塑成型專用樹脂、加工設(shè)備和模具的優(yōu)化設(shè)計(jì)、工藝條件的控制等方面開展了大量研究。這些研究大多數(shù)是圍繞解決滾塑成型的兩個(gè)關(guān)鍵問題:1)滾塑成型對專用料要求苛刻;2)滾塑成型加工時(shí)間長、耗能高。
滾塑成型中,人們希望聚合物能象石膏漿那樣具有良好的塑化涂模性能。在現(xiàn)行加熱方式下,通過模具傳導(dǎo)給熱不足以使聚合物材料達(dá)到良好的塑化流動(dòng)涂布效果,而只能依靠粉料自身在重力作用下的運(yùn)動(dòng)來實(shí)現(xiàn)沿模腔內(nèi)壁均勻涂布,并一層層熔融成型。由于旋轉(zhuǎn)速度慢,這里離心力作用基本可以忽略(和金屬離心澆鑄存在較大差別)。粉料在模腔內(nèi)運(yùn)動(dòng)受熱熔融并涂布在模腔內(nèi)壁的過程十分復(fù)雜并且直接影響到制品的質(zhì)量。下面一些研究動(dòng)向值得關(guān)注。
①國外學(xué)者比較深人地研究了滾塑成型中粉體流動(dòng)規(guī)律及其對成型效果的影響。研究結(jié)果表明,粉料在模腔內(nèi)的運(yùn)動(dòng)可歸結(jié)為三種類型:穩(wěn)態(tài)環(huán)流、雪崩流和滑動(dòng)流。滾塑成型中 的是穩(wěn)態(tài)環(huán)流,其次是雪崩流,而滑動(dòng)流則難以得到合格制品。決定這些粉體流動(dòng)形式的因素主要是粉料與模腔內(nèi)壁間的摩擦系數(shù)和粒子本身由團(tuán)聚力和幾何形狀等決定的流動(dòng)性能。因此,滾塑成型專用料除了要求耐熱時(shí)間長以外,還對粉末粒子的形狀和摩擦系數(shù)有嚴(yán)格要求。
②在滾塑成型中,本質(zhì)上都是通過外部熱源把模具加熱到塑料熔融溫度以上,然后由熱模具再將熱量傳導(dǎo)給內(nèi)部的粉料。由于塑料導(dǎo)熱性差,要使全部物料充分熔融塑化需要很長時(shí)間,而且也無法使用擠出和注射成型加工中常用的粒料。滾塑成型中聚合物熔融凝結(jié),是影響加工時(shí)間和制品質(zhì)量的重要因素。
③為了進(jìn)行工藝和設(shè)備優(yōu)化以及提高制品質(zhì)量,人們還利用滾塑加工過程的模型化和計(jì)算機(jī)仿真模擬等方面的研究,深入了解滾塑成型主要工藝參數(shù)對成型周期的影響。
量為本")
高分子聚乙烯管道產(chǎn)品生產(chǎn)注重細(xì)節(jié),精心選擇原材料,精湛的高分子聚乙烯管道生產(chǎn)流程
量為本")
高分子聚乙烯管道每道工序把關(guān)到位,多年高分子聚乙烯管道行業(yè)經(jīng)驗(yàn)生產(chǎn)效率高
量為本")
高分子聚乙烯管道源頭廠家,出廠價(jià)直接給到客戶,經(jīng)久耐用,性能穩(wěn)定
量為本")
量為本")
量為本")

合縱新材料科技(安徽省分公司)是一家集 高分子聚乙烯管道研發(fā)、生產(chǎn)、銷售和技術(shù)服務(wù)為一體的高新企業(yè)。公司擁有科學(xué)、完整的質(zhì)量管理體系,高精度的 高分子聚乙烯管道生產(chǎn)設(shè)備和認(rèn)真負(fù)責(zé)的員工,主要生產(chǎn)銷售 高分子聚乙烯管道,適用領(lǐng)域較廣。公司秉承“誠實(shí)守信,品質(zhì)為先”的文化理念,高質(zhì)價(jià)比的 高分子聚乙烯管道產(chǎn)品、豐富的實(shí)踐經(jīng)驗(yàn)和完整的系統(tǒng)解決方案、服務(wù)于客戶需求。歡迎各界朋友蒞臨參觀、指導(dǎo)和業(yè)務(wù)洽談。