想一睹鑄鐵型材【耐候鋼板廠】產品實拍產品的真實風采嗎?我們的現場實拍視頻將帶您親臨現場,感受產品的卓越品質和創新設計,不容錯過!
以下是:鑄鐵型材【耐候鋼板廠】產品實拍的圖文介紹

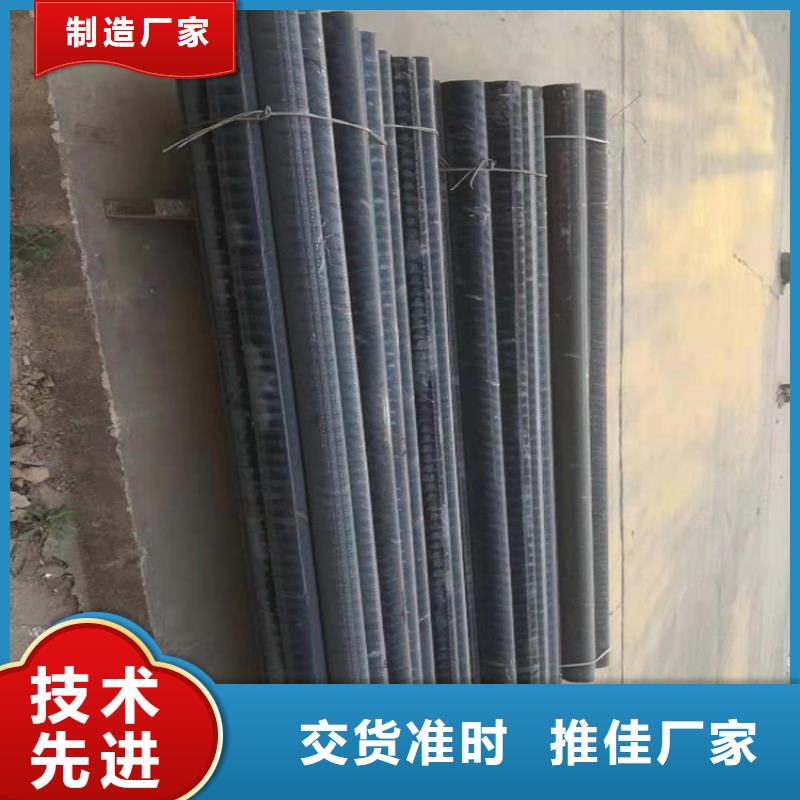
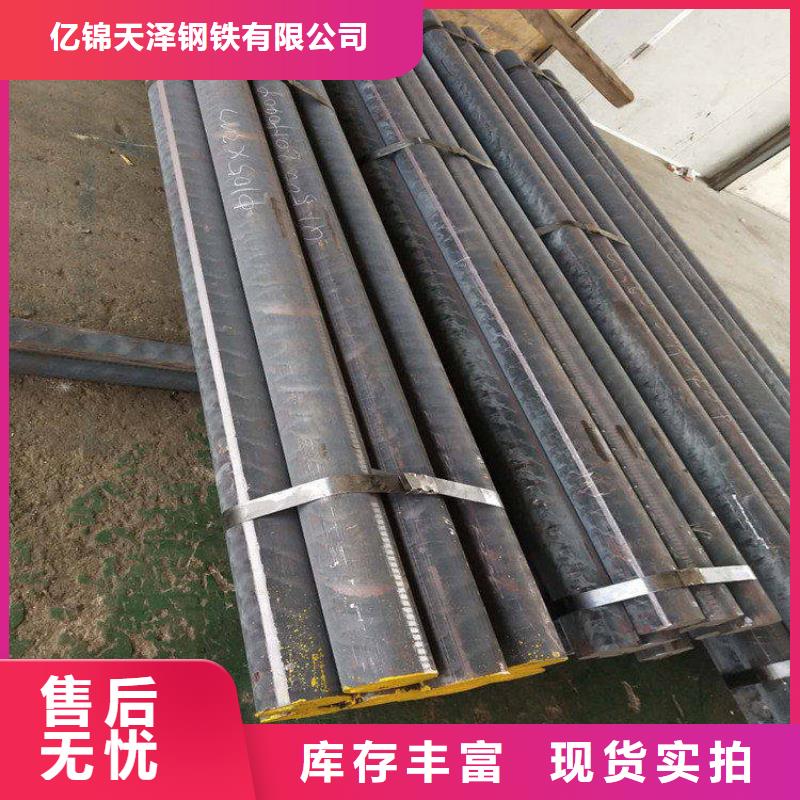
億錦鑄鐵型材有限公司專業提供球墨鑄鐵棒現貨,鑄鐵棒生產廠家孕育處理是球墨鑄鐵生產過程中的一個重要環節,它不僅促進石墨化,防止自由滲碳體和白口出現,而且有助于球化,并使石墨變得更細小,更圓整,分布均勻,從而提高球墨鑄鐵的力學性能。孕育劑一般多采用FeSi其加入量根據對鑄件的力學性能要求,一般為0.8%~1.0%。鑄鐵型材的孕育劑的粒度根據鐵液量多少,一般砸成5~25mm的小塊。孕育劑應保持干凈、干燥。 與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。 同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 仿真實驗表明本文建立的拉坯工藝參數GA-BP神經網絡控制模型可以用于拉坯工藝參數自適應整定,所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。為了延遲球化反應時間,增強球化和孕育效果,要在球化劑和孕育劑的上面覆蓋一層鐵屑。球化處理的方法較多,一般多采用操作簡便的沖入法處理球鐵。 球化效果爐前檢驗,爐前檢驗孕育、球化效果好壞,一般采用三角試樣。澆注三角試樣,冷至暗紅色,淬水冷卻,砸斷后觀察斷口。斷口銀白色, 白口,中心有疏松,兩側凹縮,同時砸斷時有電石氣味,敲擊聲和鋼相似,則球化良好,否則球化不良。


億錦鑄鐵型材有限公司專業提供球墨鑄鐵棒現貨,鑄鐵棒生產廠家空心鑄鐵型材及水平連鑄裝置,在相應領域內替代砂型鑄件,這種空心鑄鐵型材的截面中部有通孔,截面輪廓形狀為圓形、矩形、多邊形。上述空心鑄鐵型材的水平連鑄裝置,其基本結構包括保溫爐、設置于爐口處的外結晶器、牽引設備組成,其特征在于在保溫爐內與外結晶器對應位置設置內結晶器。所述的內結晶器固定保溫爐下部的外壁上。 對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。 本實用新型采用的技術方案,與砂型鑄造相比,表現在機械性能提高,切削性能提高,表面光潔,加工余量小,可直接加工成閥體、齒輪泵外殼,液壓導向套等,比實心型材的再加工提高了工效。空心鑄鐵型材生產,基本有三種方式,種采用垂直下拉的間歇式連鑄鐵管生產裝置,該裝置因生產的型材致密性差已被淘汰



億錦天澤鋼鐵(鞍山市分公司)深耕 q550高強板生產廠家行業,采用z u i新生產工藝,科學配比材料,全新生產技術工藝,如果您對我們的產品、技術或服務有興趣,隨時歡迎您的來電或上門咨詢。我們將以良好的質量,合理的價格,快捷的工期服務客戶!