



驗豐富")
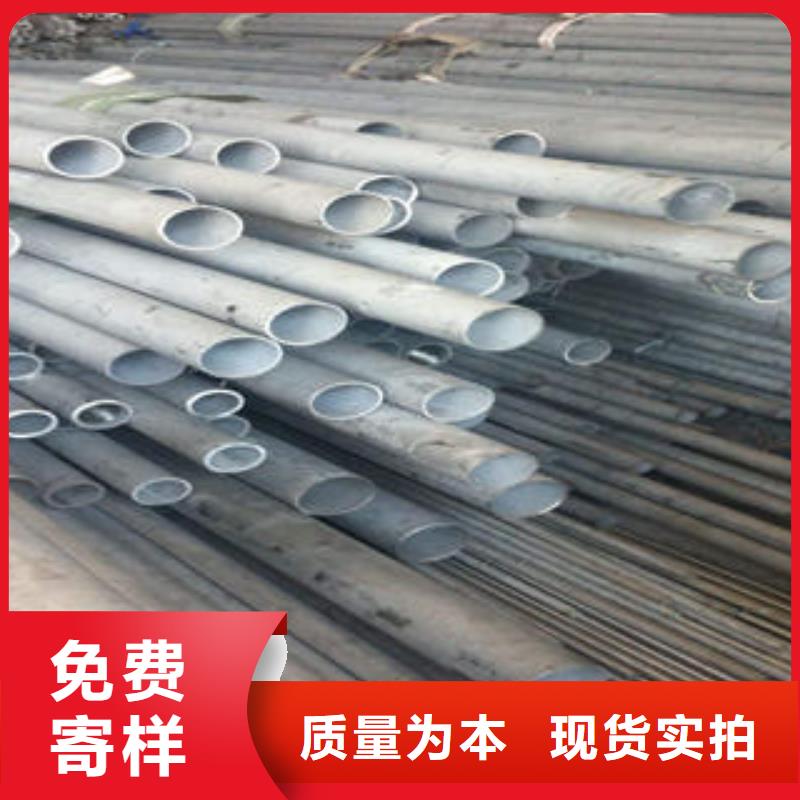
不銹鋼通風管道的詳細介紹
不斷創(chuàng)新嚴選材質(zhì)
驗豐富")
我們經(jīng)常可以發(fā)現(xiàn)不銹鋼焊管在冷拔或冷軋后會出現(xiàn)頭尾增厚的問題,退火前我們需要用砂輪機切掉不銹鋼焊管厚的這部分,并對兩端進行打磨。您知道為何會出現(xiàn)壁厚增加的現(xiàn)象嗎?這部分增厚長度又如何計算?,由于不銹鋼焊管前、后端處于張力建立和消失的兩個不穩(wěn)定階段,此時不銹鋼焊管所受的張力比中間處于穩(wěn)定軋制階段的要小,結果造成不銹鋼焊管前、后端的管壁厚度比中間的略厚,使切頭、切尾長度增加,金屬消耗增多。那么,如何計算不銹鋼焊管軋制過程中頭尾增厚的長度?不銹鋼工業(yè)焊管兩端增厚長度,一般隨總變形量、機架間距、平均張力系數(shù)和軋制速度的增大而增加,但隨單機架的減徑率、S/D值、軋輥理想直徑和摩擦系數(shù)的增大而減短。此外,合金鋼不銹鋼焊管的增厚長度通常比碳鋼大,實際生產(chǎn)計算時可采用經(jīng)驗估算。由于單價比較高,因此在對不銹鋼焊管頭尾增厚部分進行切除時有著嚴格的工藝要求,若是切的過多會對不銹鋼焊管整體長度產(chǎn)生影響,但若是切的太少也會導致增厚部分過多,這也不符合生產(chǎn)要求。


驗豐富")
驗豐富")
驗豐富")
昌盛源不銹鋼板生產(chǎn)廠家有限公司(樂山分公司)位于“【不銹鋼通風管道】之鄉(xiāng)”的四川樂山,公司擁有一支從事【不銹鋼通風管道】產(chǎn)品研發(fā)、設計、制造的技術隊伍,技術力量雄厚。
公司長期專注于【不銹鋼通風管道】設計制造,以“產(chǎn)品就是人品”、“真材實料“為行為準則,建立起完善的質(zhì)量管理體系,以精密制造、精細管理、精心服務贏得了國內(nèi)外市場信賴。 在用戶心目中樹立了高品質(zhì)【不銹鋼通風管道】重服務的形象。
公司恪守“用心管理,精心制造,放心使用,熱心服務”的質(zhì)量方針,堅持以誠取信、以人為本,俱榮同生、合作共贏原則,與客戶共同發(fā)展,共創(chuàng)輝煌!
驗豐富")
驗豐富")
驗豐富")