


宿州方管熱彎生產(chǎn)廠家質(zhì)量過硬
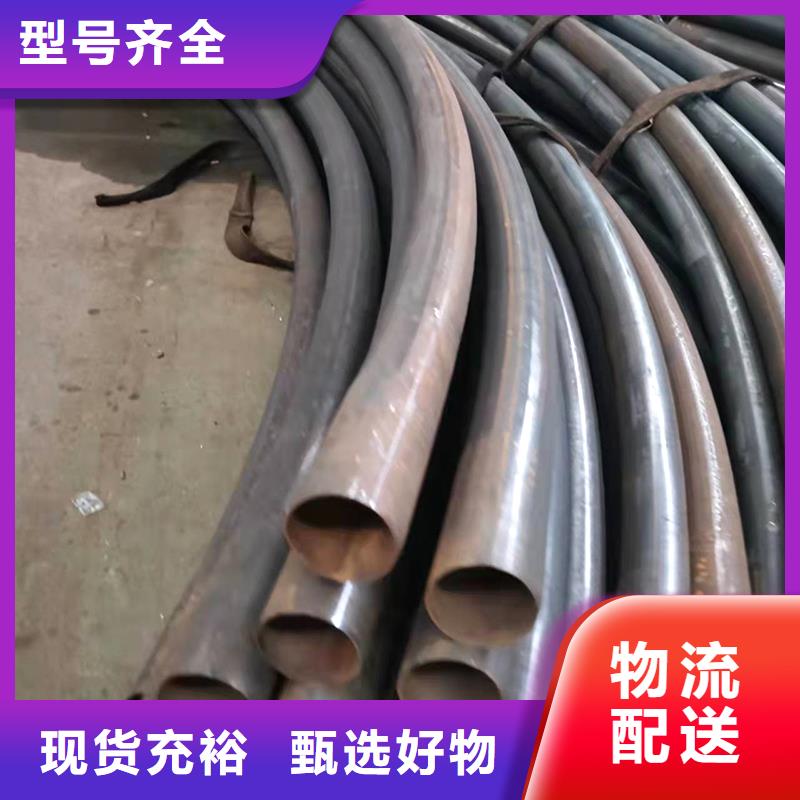
廠家質(zhì)量過硬") 本公司擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)。
本公司擁有中頻彎管生產(chǎn)線10條、冷彎生產(chǎn)線10條,可生產(chǎn)各種材質(zhì)的圓管、方管、H型鋼 槽鋼 工字鋼 不銹鋼管等50--1800mm,厚度3mm--120mm的O型、U型、S型、L型彎管及跨河跨江用大半徑、大跨度彎管。可按客戶圖紙加工生產(chǎn)。為方便一站式服務(wù)。
廠家質(zhì)量過硬") 如何操作全自動彎管機(jī)?
全自動彎管機(jī)的使用其實就是通過對主油缸進(jìn)行升降,當(dāng)主油缸升降到一定高度時,松開手把,暫停幾秒鐘,減少回彈,這時可以用角度來測量尺寸來控制冷彎管的角度,然后上提主油缸底座控制手把,同時釋放油缸動力,通過全自動彎管機(jī)上的臺鉗來控制手把。
全自動彎管機(jī)在運(yùn)行時,每一個冷彎管開始彎曲時,前、中、前均需一次測平,這樣可以減少由于各種因素引起的對彎管角的影響。彎管的工作原理其實非常簡單,但其應(yīng)用非常廣泛。
彎管在現(xiàn)實生活中有很多地方會用到;例如制造飛機(jī),跟隨社會的發(fā)展,科技的進(jìn)步,人們的生活水平的提高,開在路上的私家車也越來越多,在汽車的生產(chǎn)零件上就需要彎管,有些洗手間需要彎管,有些洗手間需要彎管,有些洗手間還需要彎管,比如浴缸手把等等,所以,彎管的使用與人類的生活息息相關(guān)。
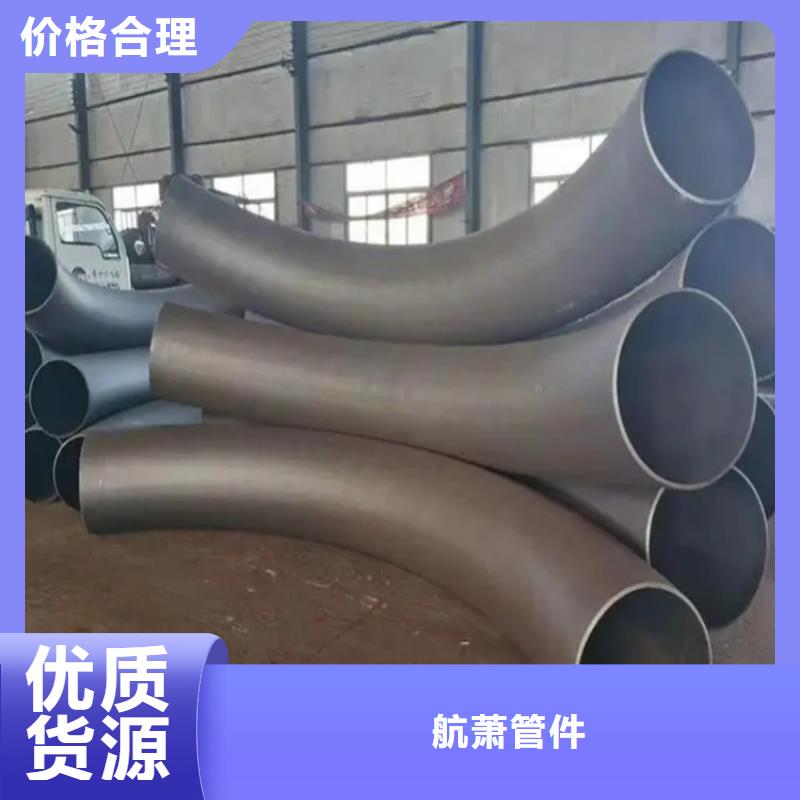
高難度的管件,全自動彎管機(jī)也可以輕松駕馭,通過材料加工處理,可有效防止管件在運(yùn)行和使用過程中管道產(chǎn)生的不良反應(yīng),在內(nèi)地主要用于橋梁、船舶、鋼板結(jié)構(gòu)、管道工程等,可有效防止或減緩管件變形。還可以用彎管機(jī)來做彎管。
如何操作全自動彎管機(jī)?
全自動彎管機(jī)的使用其實就是通過對主油缸進(jìn)行升降,當(dāng)主油缸升降到一定高度時,松開手把,暫停幾秒鐘,減少回彈,這時可以用角度來測量尺寸來控制冷彎管的角度,然后上提主油缸底座控制手把,同時釋放油缸動力,通過全自動彎管機(jī)上的臺鉗來控制手把。
全自動彎管機(jī)在運(yùn)行時,每一個冷彎管開始彎曲時,前、中、前均需一次測平,這樣可以減少由于各種因素引起的對彎管角的影響。彎管的工作原理其實非常簡單,但其應(yīng)用非常廣泛。
彎管在現(xiàn)實生活中有很多地方會用到;例如制造飛機(jī),跟隨社會的發(fā)展,科技的進(jìn)步,人們的生活水平的提高,開在路上的私家車也越來越多,在汽車的生產(chǎn)零件上就需要彎管,有些洗手間需要彎管,有些洗手間需要彎管,有些洗手間還需要彎管,比如浴缸手把等等,所以,彎管的使用與人類的生活息息相關(guān)。
高難度的管件,全自動彎管機(jī)也可以輕松駕馭,通過材料加工處理,可有效防止管件在運(yùn)行和使用過程中管道產(chǎn)生的不良反應(yīng),在內(nèi)地主要用于橋梁、船舶、鋼板結(jié)構(gòu)、管道工程等,可有效防止或減緩管件變形。還可以用彎管機(jī)來做彎管。
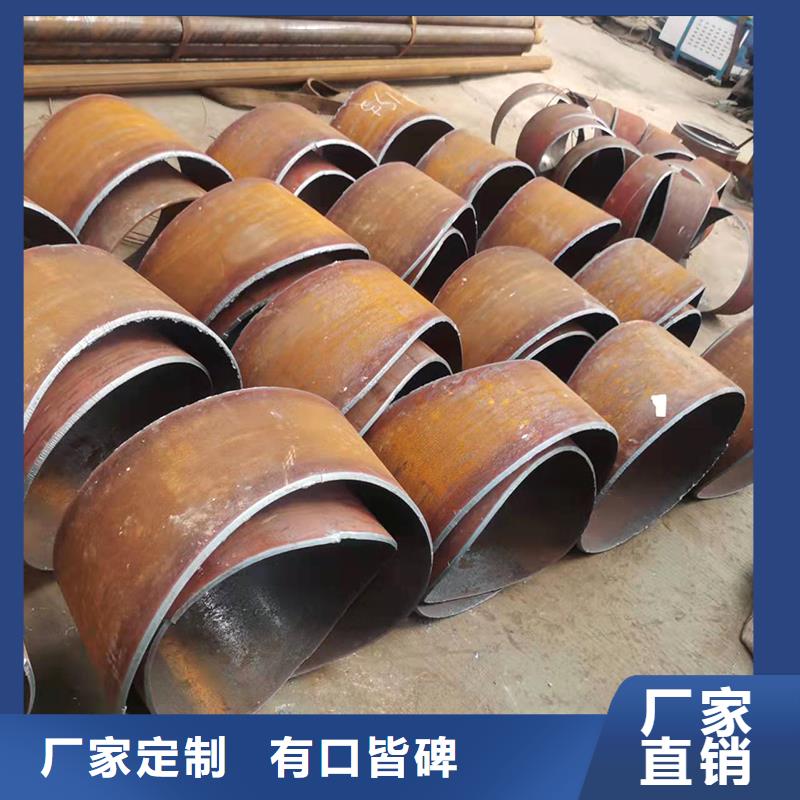
廠家質(zhì)量過硬") 于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預(yù)制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。
2、關(guān)于備料長度:一般情況下備料應(yīng)是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。備料長度=弧長+2.1t,當(dāng)然具體備料長度可以根據(jù)實際情況考慮套裁,以便節(jié)省工藝段。
3、關(guān)于備料數(shù)量:一般情況下應(yīng)根據(jù)不同斷面、不同半徑、不同弧長在實際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運(yùn)輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。
4、關(guān)于材料每支彎曲弧長的要求:通常情況下不應(yīng)超過弧度角180度。
5、關(guān)于材料硬度狀態(tài)的要求:當(dāng)型材彎曲的伸長率滿足變形量要求時應(yīng)選擇T5狀態(tài)(e≤10%),鋁型材的標(biāo)準(zhǔn)為e≥8%;e=t/R內(nèi)×=(R外-R內(nèi))÷R內(nèi)×否則應(yīng)選擇To~T4狀態(tài)。當(dāng)然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。
6、關(guān)于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠(yuǎn)大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當(dāng)然為方便運(yùn)輸和安裝應(yīng)適當(dāng)做表面保護(hù)。
于型材彎管拉彎工藝特點及要求,1、所謂拉彎即是在給于型材預(yù)制拉力(在屈服極限范圍內(nèi))的前提下,利用旋轉(zhuǎn)和靠模改變型材斷面變形中介面(內(nèi)移)使其塑性變形的過程。
2、關(guān)于備料長度:一般情況下備料應(yīng)是所需彎曲材料的弧長加上工藝段之和,工藝段等于2.1倍的變形寬度(t),變形寬度(t)等于外半徑(R外)減內(nèi)半徑(R內(nèi))。備料長度=弧長+2.1t,當(dāng)然具體備料長度可以根據(jù)實際情況考慮套裁,以便節(jié)省工藝段。
3、關(guān)于備料數(shù)量:一般情況下應(yīng)根據(jù)不同斷面、不同半徑、不同弧長在實際需要數(shù)量基礎(chǔ)上增加1~2支備份,以便做為調(diào)試模具用。該備份未考慮材料彎曲后的運(yùn)輸、加工、安裝等環(huán)節(jié)可能出現(xiàn)的損失數(shù)量。
4、關(guān)于材料每支彎曲弧長的要求:通常情況下不應(yīng)超過弧度角180度。
5、關(guān)于材料硬度狀態(tài)的要求:當(dāng)型材彎曲的伸長率滿足變形量要求時應(yīng)選擇T5狀態(tài)(e≤10%),鋁型材的標(biāo)準(zhǔn)為e≥8%;e=t/R內(nèi)×=(R外-R內(nèi))÷R內(nèi)×否則應(yīng)選擇To~T4狀態(tài)。當(dāng)然型材生產(chǎn)廠一般不愿意給客戶生產(chǎn)T1~T4狀態(tài)型材。
6、關(guān)于型材表面處理要求:通常情況下可以選擇陽極氧化或涂裝后彎曲加工(涂層的伸長率遠(yuǎn)大于型材的伸長率);因為型材拉彎時型材與模具之間沒有相對位移,故不會損傷型材。如型材彎曲過程中涂層脫落則是涂層的附著力不足原因造成的,產(chǎn)生附著力不足的原因主要有噴涂前處理不好或加溫不足及加溫時間不足造成。當(dāng)然為方便運(yùn)輸和安裝應(yīng)適當(dāng)做表面保護(hù)。
廠家質(zhì)量過硬") 航蕭管件
航蕭管件
您的位置>首頁 >宿州當(dāng)?shù)匦袠I(yè)動態(tài) >