





無論您是初次接觸還是已經熟悉,我們的【無縫管-小口徑無縫鋼管豐富的行業經驗】產品視頻將為您帶來全新的視覺體驗,讓您對產品有更深入的了解。
以下是:遼寧鞍山【無縫管-小口徑無縫鋼管豐富的行業經驗】的圖文介紹


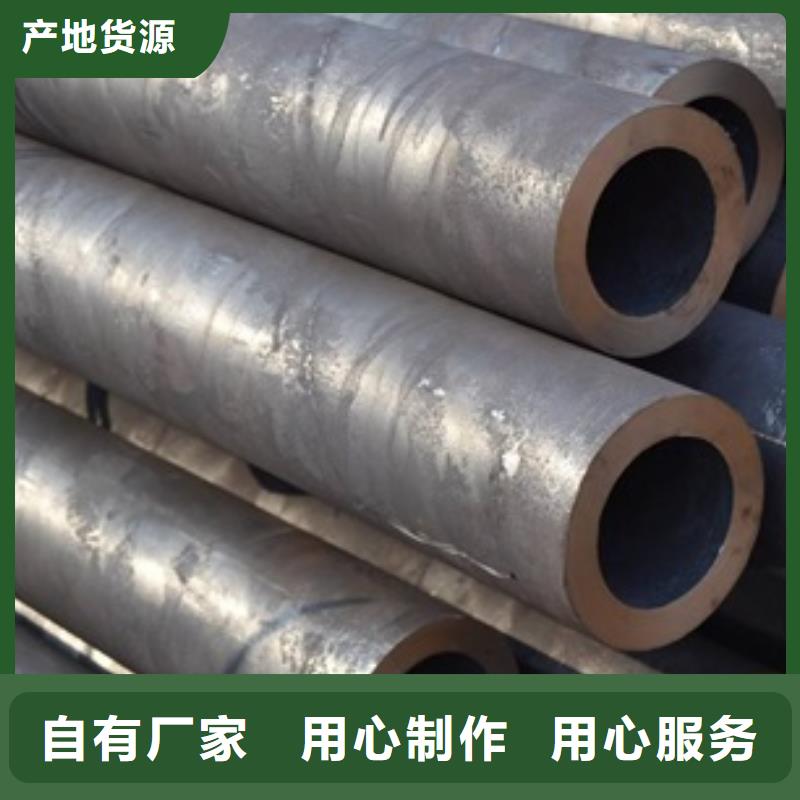
無縫鋼管生產工藝都是比較豐富的,一般是按照相應的步驟進行加工和生產的: 熱軋無縫鋼管主要生產工序(△主要檢驗工序): 管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫 冷軋(拔)無縫鋼管主要生產工序: 坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗 一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。



熱軋45號無縫管尺寸規格知識 在線常化是近年發展起來的一種熱處理工藝,即形變正火。它是將連軋管軋制后的鋼管,在冷床上冷卻到再結晶溫度以下,進再加熱爐,在爐內將鋼管加熱到Ac3或Acm 以上溫度后,保溫一段時間,使鋼的金相組織轉變為奧氏體,然后出爐,經定徑機或張減機減徑軋制后空冷或空、霧冷卻等,使奧氏體組織轉變為珠光體,從而達到實現鋼管性能,是現代控制軋制方案。 在線常化的性能要求: 在達到強度要求的同時,實現韌性與強度的優良匹配,具有良好的可焊性,優良的低溫韌性。 在線常化的實現目的 : (1) 使鋼材的組織變得均勻,晶粒細化; (2) 改善一些鋼種的力學性能; (3) 改善低碳鋼和低合金鋼的金相組織和性能,為合金元素的擴散創造條件。 在金相顯微鏡下呈現鐵素體加珠光體組織,如果是微合金化鋼,在透射電鏡下可觀察到析出相與第二相顆粒。


艾斯特鋼材(鞍山市分公司)是集研發設計生產銷售于一體化的綜合性 合金鋼管公司。經營范圍主要有 合金鋼管產品。公司擁有科學質量管理體系,秉承著信用誠摯的服務精神,嚴守著 合金鋼管精益求精的工藝水準,遵循著步步為營的經營理念與多家企業建立了長期的合作關系。



是對管材壁厚的一個度量,STD 標準壁厚.standard縮寫. 10表示壁厚10mm 鋼管國內標準常用毫米的數值表示壁厚 如159*6 是6mm的壁厚 而美標等根據ANSI B36.10標準 壁厚等級:Sch10、Sch20、Sch30、Sch40、Sch60、Sch80、Sch100、Sch120、Sch140、Sch160十個等級; 無縫管壁厚分級 1)ANSI B36.19壁厚等級:Sch5s、Sch10s、Sch40s、Sch80s(常用于不銹鋼)四個等級; 2)以鋼管壁厚尺寸表示 中國、ISO、日本部分鋼管標準采用 3)是以管子重量表示管壁厚度,它將管子壁厚分為三種: a.標準重量管,以STD表示 b.加厚管, 以XS 表示 c.特厚管, 以XXS表示。 對于DN≤250mn的管子,Sch40相當于STD,DN<200mm的管子,Sch80相當于XS 而sch20 這些是有相應的等級對應表可以查找到毫米 如 DN200 sch20 壁厚的管子 美標厚度是6.35毫米


國內無縫鋼管的生產制作流程 在無縫鋼管的生產工序里面,還是冷拔無縫鋼管的制作過程比較復雜。冷拔無縫鋼管首先在管坯的問題上就要進行連軋,連軋以后才能進行定徑的測試,這個時候需要管坯的表面沒有任何的裂紋響應后才可以進行下一道工序。 那么進行響應裂紋以后就是進行切割,切割的長度大約都在一米左右,切割完成以后才會進入退火流程。在退火的時候,有一個關鍵就是要進行酸洗,那么在酸洗的時候,工人要注意自身的問題。在進行酸洗的時候,要注意鋼管表面的起泡情況,如果泡泡起的太多的話,那么就說明這個鋼管的質量達不到要求。相比之下熱軋就顯得簡單的多了,就只需要在熱軋的狀態下進行熱處理就可以進行交貨了,所以在流程上就簡單了很多。 但是呢熱軋無縫鋼管在制作出來的時候,是要經過工作人員的嚴格挑選才能放置在倉庫里面。所以也就是這兩種無縫鋼管基本上成了很多無縫鋼管廠的主要銷售和生產。不僅在流程上不同,這兩種無縫鋼管在外觀上也是明顯的區別的。相比之下冷拔無縫鋼管的長度要更加的短一些,在壁厚問題上也比熱軋無縫鋼管16Mn無縫鋼管用途很廣泛。一般用途的無縫鋼管由普通碳素結構鋼、低合金結構鋼或合金結構鋼軋制,產量多,強度比15號鋼稍高,很少淬火,無回火脆性。



