


想知道合金翅片管來圖定制產品的獨特魅力嗎?視頻里的產品介紹,比文字更有說服力,一看便知!
以下是:遼寧鞍山合金翅片管來圖定制的圖文介紹

建順金屬制品(鞍山市分公司)
廠家直銷, 冷卻器價格更加合理。讓客戶滿意是我們的宗旨。我們公司愿與各界朋友建立和發展經濟貿易合作關系。


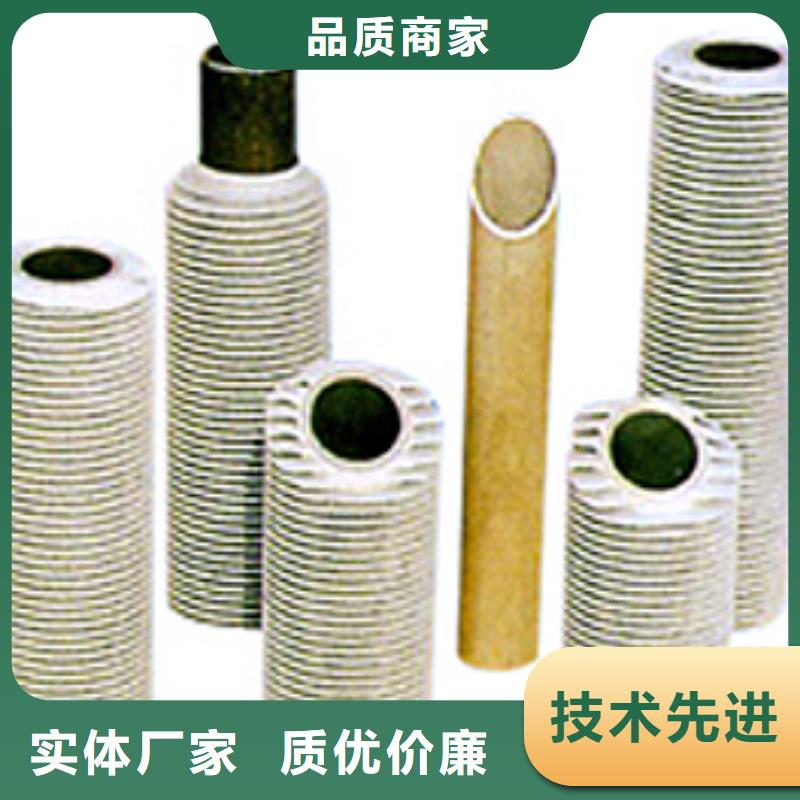
遼寧鞍山翅片管換熱管是換熱器的元件之一,置于筒體之內,用于兩介質之間熱量的交換。具有很高的導熱性和良好的等溫性。它是一種能快速將熱能從一點傳至另一點的裝置,而且幾乎沒有熱損耗,因此它被稱作傳熱超導體,其導熱系數為銅的數千倍。除光管外,換熱器還可采用各種各樣的強化傳熱管,如翅片管、遼寧鞍山螺紋管、遼寧鞍山螺旋槽管等。當管內直徑兩側給熱系數相差較大時,翅片管的翅片應布置在給熱系數低的一側。換熱管常用的尺寸(外徑x壁厚)主要為Φ19mmx2mm、遼寧鞍山Φ25mmx2.5mm和Φ38mmx2.5mm的無縫鋼管以及Φ25mmx2mm和Φ38mmx2.5mm的不銹鋼管。標準管長有1.5、遼寧鞍山2.0、遼寧鞍山3.0、遼寧鞍山4.5、遼寧鞍山6.0、遼寧鞍山9.0m等。采用小管徑,可使單位體積的傳熱面積增大、遼寧鞍山結構緊湊、遼寧鞍山金屬耗量減少、遼寧鞍山傳熱系數提高。據估算,將同直徑換熱器的換熱管由Φ25mm改為Φ19mm,其傳熱面積可增加40%左右,節約金屬20%以上。但小管徑流體阻力大,不便清洗,易結垢堵塞。一般大直徑管子用于粘性大或污濁的流體,小直徑管子用于較清潔的流體。



遼寧鞍山翅片管常用材料有碳素鋼、遼寧鞍山同城低合金鋼、遼寧鞍山同城不銹鋼、遼寧鞍山同城銅、遼寧鞍山同城銅鎳合金、遼寧鞍山同城鋁合金、遼寧鞍山同城鈦等。此外還有一些非金屬材料,如石墨、遼寧鞍山同城陶瓷、遼寧鞍山同城聚四氟乙烯等。設計時應該根據工作壓力、遼寧鞍山同城溫度和介質腐蝕性等選用合適的材料。如圖1所示,換熱管在管板上的排列形式主要有正三角形、遼寧鞍山同城正方形和轉角正三角形、遼寧鞍山同城轉角正方形。正三角形排列形式可以在同樣的管板面積上排列多的管數,故用得為普遍,但管外不易清洗。為便于管外清洗,可以采用正方形或轉角正方形排列的管束。換熱管中心距要保證管子與管板連接時,管橋(相鄰兩管間的凈空距離)有足夠的強度和寬度。管間需要清洗時還要留有進行清洗的通道。換熱管中心距宜不小于1.25倍的換熱管外徑,常用的換熱管中心距間下表。 常用的換熱管中心距 mm換熱管外徑d010121416192025323538455057換熱管中心距13~14161922252632404448576472



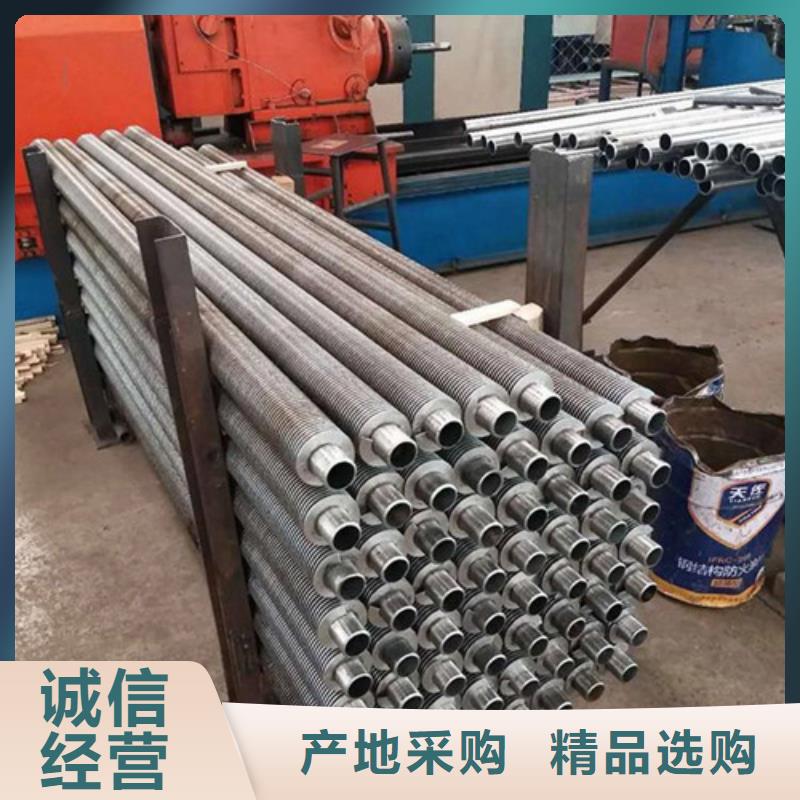
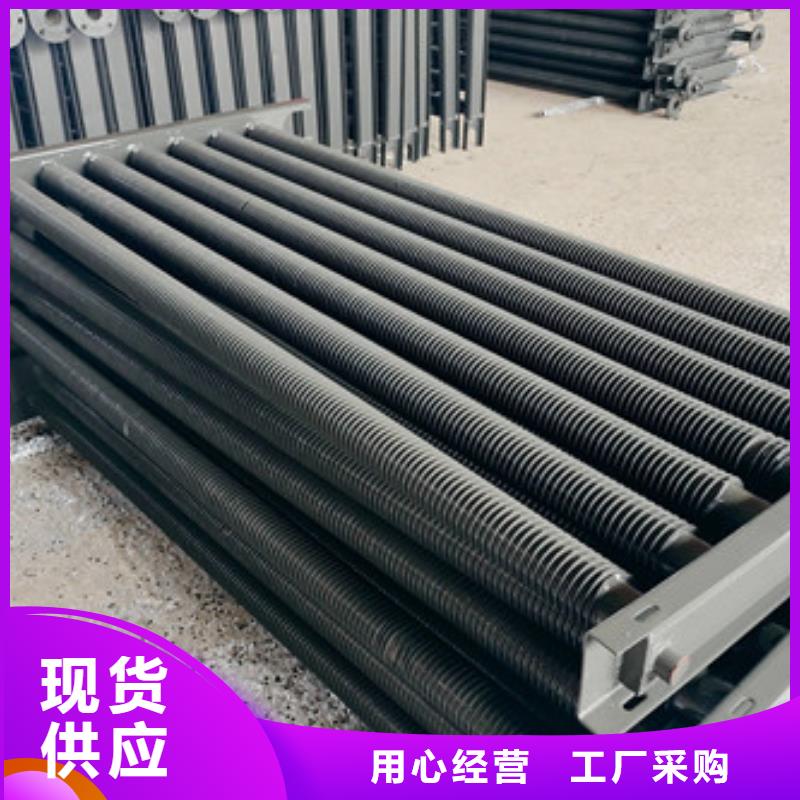
遼寧鞍山高頻焊螺旋翅片管是應用為廣泛的螺旋翅片管之一,現廣泛應用于電力、遼寧鞍山同城冶金、遼寧鞍山同城水泥行業的余熱回收以及石油化工等行業。翅片管,是為了提高換熱效率,通常在換熱管的表面通過加翅片,增大換熱管的外表面積(或內表面積),從而達到提高換熱效率的目的,這樣一種換熱管。高頻焊螺旋翅片管是在鋼帶纏繞鋼管的同時,利用高頻電流的集膚效應和鄰近效應,對鋼帶和鋼管外表面加熱,直至塑性狀態或熔化,在纏繞鋼帶的一定壓力下完成焊接。這種高頻焊實為一種固相焊接。它與鑲嵌、遼寧鞍山同城釬焊(或整體熱鍍鋅)等方法相比,無論是在產品質量(翅片的焊合率高,可達95%),還是生產率及自動化程度上,都是更為先進。高頻焊(high-frequency welding)是以固體電阻熱為能源。焊接時利用高頻電流在工件內產生的電阻熱使工件焊接區表層加熱到熔化或接近的塑性狀態,隨即施加(或不施加)頂鍛力而實現金屬的結合。因此它是一種固相電阻焊方法。高頻焊根據高頻電流在工件中產生熱的方式可分為接觸高頻焊和感應高頻焊。接觸高頻焊時,高頻電流通過與工件機械接觸而傳入工件。感應高頻焊時,高頻電流通過工件外部感應圈的耦合作用而在工件內產生感應電流。高頻焊是專業化較強的焊接方法,要根據產品配備專用設備。生產率高,焊接速度可達30m/min。主要用于制造管子時縱縫或螺旋縫的焊接。高頻焊的高頻電流的兩大效應的內容為:集膚效應——當導體通以交流電流時,導體斷面上出現的電流分布不均勻,電流密度由導體中心向表面逐漸增加,大部分電流僅沿導體表層流動的一種物理現象。導體的電阻率越低、遼寧鞍山同城磁導率越大、遼寧鞍山同城電流的頻率越高,其集膚效應越顯著。鄰近效應——當高頻電流在兩導體中彼此反向流動或在一個往復導體中流動時,電流會集中于導體鄰近側流動的一種特殊的物理現象。高頻焊通常使用的電流頻率范圍為300~450kHz,有時也使用低至10kHz的頻率
