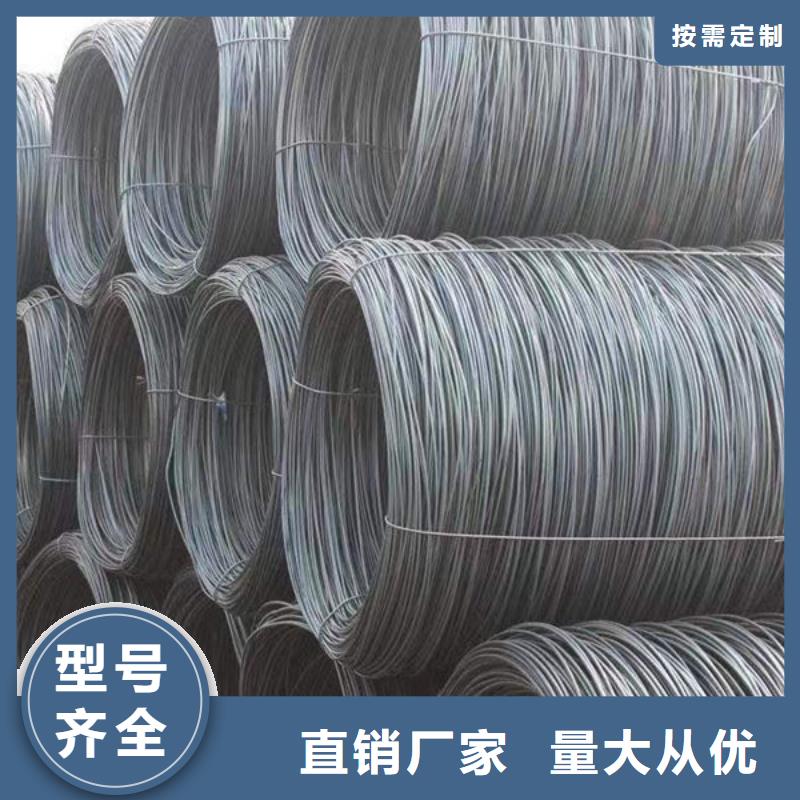







由于普通碳素鋼高速線材在軋制的過程中,傳統上存 在著很多的問題。該文在充分析普通碳素鋼軋制工藝的 基礎上,提出了高速線材軋制過程中的優化和手段, 以此進一步產品加工的精度和質量。彌補我國對于高質量高速線材軋制生產工藝的不足,結合先進的技術,為 優化生產高速線材流程提供了技術參考。同時通過工藝的改善降低了整體成本,為我國航天、汽車等工業中優質鋼材的使用創造了良好的條件。普通碳素鋼的坯料需要經過熔煉、澆筑、開坯等過程的準備工作,加工為150×145mm見方,長度在12m左右的 方坯,為下一步的工藝流程做準備。
彩鋼瓦使用方法:清理基層→基面維修加固→涂刷首層防水底涂→鋪上增強型聚酯布→涂刷第二層防水底涂→涂刷系統密閉表涂→完工檢查修1、在彩鋼瓦預處理基面上涂刷一防水底涂,夾心瓦尺寸,在其濕潤時鋪上預定規格的增強型聚酯布,并在其表面涂刷第二層防水底涂,南昌夾心瓦,保證涂層充分浸潤聚酯布并與一層底涂相匯接,夾心瓦鋼材報價,涂刷時可適當用力確保涂層無氣泡、不褶皺。使整個防水系統與基面緊密貼合;2、待彩鋼瓦整個防水系統表面完全干透后,再涂刷一層表面密閉隔離涂料。
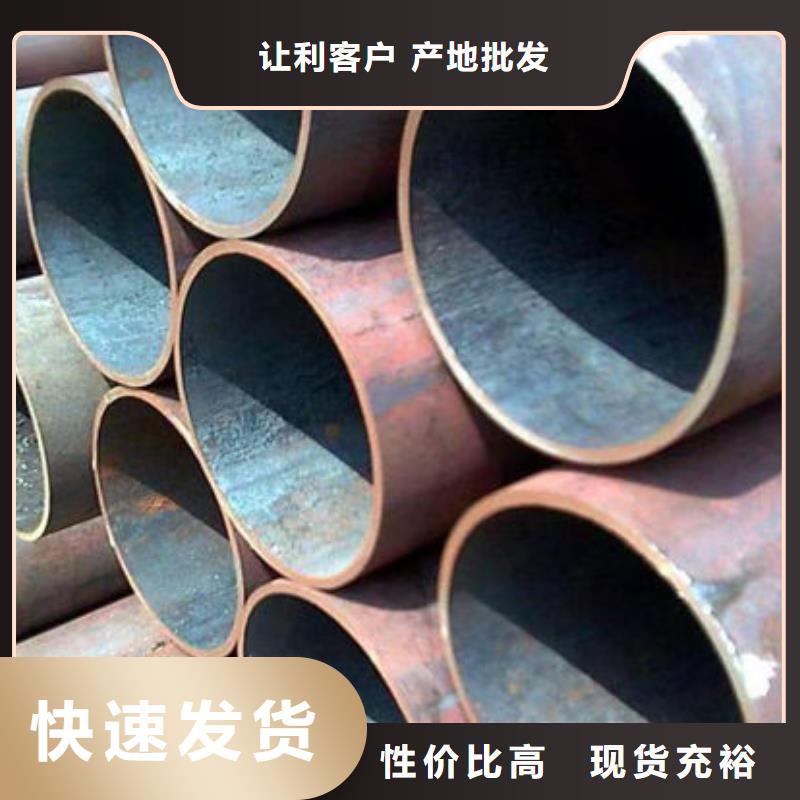
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。 超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
1.鋼的自然屬性-------主要是材料的“穿孔性能”A、 材料品種B、 鋼材的純凈度、夾雜物多少與形態、偏析等,煉鋼、澆鑄、冷卻等因素。C、 軋鋼過程溫度控制、壓縮比-------晶粒度大小2.頂頭前壓縮量,這個量要適當。小了,拽入力不夠;大了,變形不均勻性增加,易形成空腔。壓縮段不宜太長,反復次數過多時,易裂。與頂頭前伸量也有關。3.調整參數中的橢圓度-------導板距是重要因素,而導板若太小又容易包頂頭,脫不出管。加熱制度---------加熱由線要合理。4.定心孔不良,會造成管子頭部端一段內裂。5.頂頭磨損及尖部熔損等工具不良所致。根據缺陷狀況,分析其產生的原因,便可找到對應的解決辦法。