




航蕭管件
 全自動彎管機具體應該怎么使用?
全自動彎管機的應用越來越廣泛,那大家知道它應該怎么使用嗎?
1、認真閱讀電動油泵的使用說明書。
2、將工作油缸旋入方檔塊的內螺紋,使輪子向下,油缸后端安裝在支架上。
3、按照所彎管子的外徑選擇模頭,套在柱塞上。
4、向模頭方向兩個滾軸上對應的溝槽,然后裝入相應尺寸的花板孔,再將上板板蓋上。
5、將所彎管子插入溝槽內,將高壓油管端部快速接頭活動部分向后拉,并套在工作油缸的接頭上。
6、將電動油泵上的卸油螺釘旋緊,即完成所彎管的彎曲。
7、彎曲完畢,松開放油螺釘,柱塞即自動復位。
全自動彎管機具體應該怎么使用?
全自動彎管機的應用越來越廣泛,那大家知道它應該怎么使用嗎?
1、認真閱讀電動油泵的使用說明書。
2、將工作油缸旋入方檔塊的內螺紋,使輪子向下,油缸后端安裝在支架上。
3、按照所彎管子的外徑選擇模頭,套在柱塞上。
4、向模頭方向兩個滾軸上對應的溝槽,然后裝入相應尺寸的花板孔,再將上板板蓋上。
5、將所彎管子插入溝槽內,將高壓油管端部快速接頭活動部分向后拉,并套在工作油缸的接頭上。
6、將電動油泵上的卸油螺釘旋緊,即完成所彎管的彎曲。
7、彎曲完畢,松開放油螺釘,柱塞即自動復位。
 鞍山中頻彎管廠家誠信經營
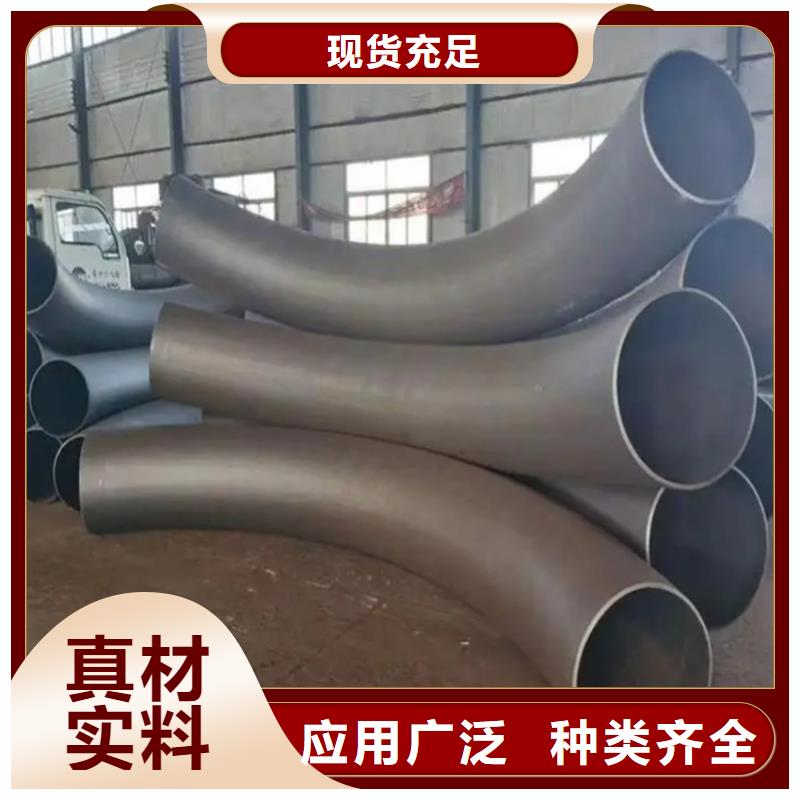
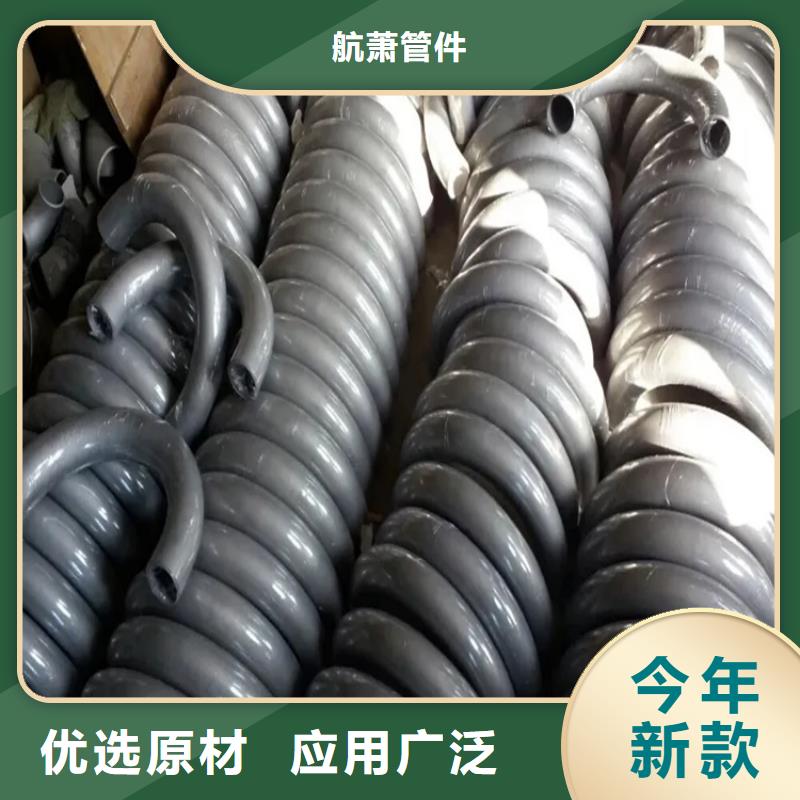
彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。
鞍山中頻彎管廠家誠信經營
彎管加工全過程中必須留意的流程。彎頭和彎管全是用于更改管道方位的管道管件商品,在各種工程項目中彎管的應用總數要比彎頭大許多 。彎頭是歷經適度彎折以合適應用的水管,彎管加工一般是依據特殊必須生產加工生產制造的。肘部和肘部長于肘部R高于肘部2倍r=1~2倍為肘部。
彎管加工全過程中冷煨彎頭可以用水管,立即用數控彎管機彎做成型,一次性能夠 生產加工彎頭出去,并且無需二次防腐蝕,但彎管要生產廠家訂制,要做防腐蝕,訂購時間長;彎頭價格對比彎管要低些。
當煨制彎頭橢圓形率或皺褶不平度超出規范規定時,只有報費,再行煨制。原油化工管道選用加溫方式煨制彎頭時,以便降低圓鋼管橫斷面的形變,應向管中灌進經加溫風干的河沙,并隨灌隨敲擊壁厚,以確保干砂填滿填實。對煨彎頭段的加溫溫度要操縱在一定范疇內,過高、過低都是危害彎頭的品質。選用冷拔煨制彎頭時,模套采用要適合;針對較薄壁厚煨制彎頭時,以便避免橫斷面形變,應選用管中灌砂、填滿打實,再選裝適合模套,開展煨制。
外徑在200mm以下的工業配管,請盡量選擇燒彎。在不可以選用煨制彎頭的狀況下,可選用焊制彎頭。硬聚乙烯塑料軟管做為給、污水管道時,能夠 選用注塑工藝的急彎彎的頭。外徑超過200mm的卷焊直縫管,一般選用焊制彎頭。


