





鋼管按生產方式方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等,
熱軋無縫管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷截成所需長度, 在管坯穿孔端端面上定心 然后送往加熱爐加熱 在穿孔機上穿孔 在穿孔同時不斷旋轉和前進, 在軋輥和頂頭的作用下, 管坯內部逐漸形成空腔稱毛管, 再送至自動軋管機上繼續軋制 經均整機均整壁厚, 經定徑(減徑)機定徑, 達到規格要求, 利用連續式軋管機組生產熱軋無縫鋼管是較先進的方法, 若欲獲得尺寸更小和質量更好的無縫管, 必須采用冷軋 冷拔或者兩者聯合的方法冷軋通常在二輥式軋機上進行, 鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制, 冷拔通常在單鏈式或雙鏈式冷拔機上進行 擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內穿孔棒與擠壓桿一起運動, 使擠壓件從較小的模孔中擠出, 此法可生產直徑較小的鋼管。



一、預熱
預熱有利于減低中碳鋼熱影響區的 硬度,防止產生冷裂紋,這是焊接中碳鋼的主要工藝措施,預熱還能改善接頭塑性,減小焊后殘余應力。通常,35和45鋼的預熱溫度為150~250℃含碳量再高或者因厚度和剛度很大,裂紋傾向大時,可將預熱溫度提高至250~400℃。若焊件太大,整體預熱有困難時,可進行局部預熱,局部預熱的加熱范圍為焊口兩側各150~200mm。二、焊條條件許可時優先選用堿性焊條。三、坡口形式將焊件盡量開成U形坡口式進行焊接。如果是鑄件缺陷,鏟挖出的坡口外形應圓滑,其目的是減少母材熔入焊縫金屬中的比例,以降低焊縫中的含碳量,防止裂紋產生。四、焊接工藝參數由于母材熔化到 層焊縫金屬中的比例 達30%左右,所以 層焊縫焊接時,應盡量采用小電流、慢焊接速度,以減小母材的熔深。五、焊后熱處理焊后 對焊件立即進行應力熱處理,特別是對于大厚度焊件、高剛性結構件以及嚴厲條件下(動載荷或沖擊載荷)工作的焊件更應如此。應力的回火溫度為600~650℃。 若焊后不能進行應力熱處理,應立即進行后熱處理。中國無縫鋼管交易網小編訊:鑄鐵管是由生鐵制成。按其制造方法不同可分為:砂型離心承插直管、連續鑄鐵直管及砂型鐵管。按其所用的材質不同可分為:灰口鐵管、球墨鑄鐵管及高硅鐵管。鑄鐵管多用于給水、排水和煤氣等管道工程。


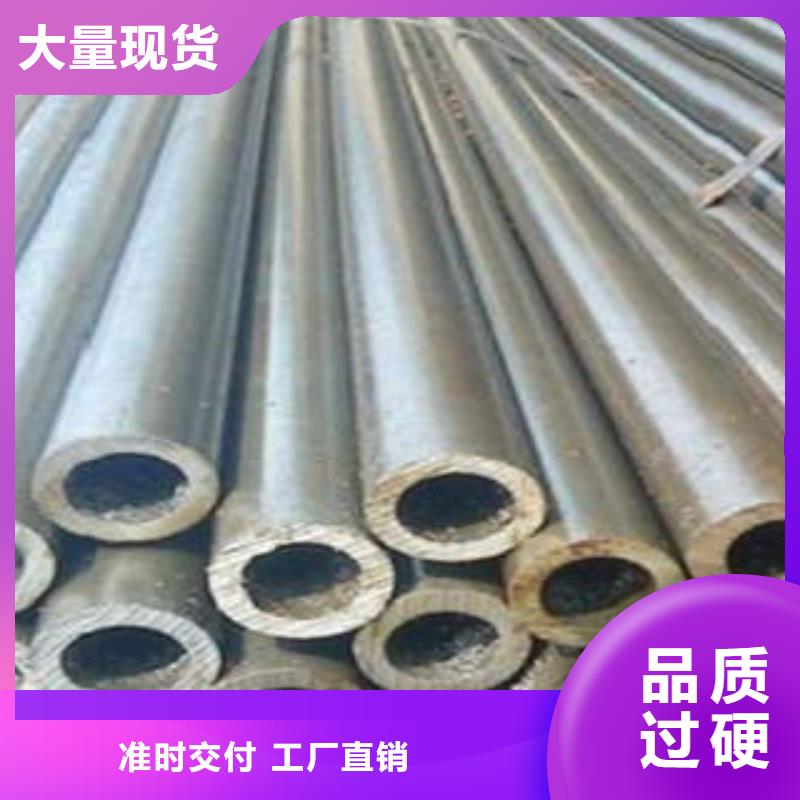
小口徑無縫鋼管
)小口徑無縫鋼管的材質:10# 20# 35# 45# 16Mn 27SiMn 15CrMo 12Cr1MoV 10CrMo910 T91 P91 J55 K55 Q345 Cr5Mo2)20#、35#、45#、16Mn、27SiMn3)10#、20#、35#、45#、16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo等。
小口徑無縫鋼管一般規格:
外徑在(6mm-89mm)之間的大家習慣稱之為小口徑無縫管、因為他的直徑比較的小。


幾年來通圓鋼管制造(鞍山市分公司)通過全體員工的共同努力,兄弟單位的友好協作,且準確的把握了 35crmo精密鋼管35crmo精密鋼管市場信息和機遇,擁有穩定的客戶群,公司以較高的速度不斷發展完善。看未來,我們會在全國經濟快速發展的同時,以優異 35crmo精密鋼管35crmo精密鋼管產品質量,誠信合作的工作態度,熟練的業務,更好的發展壯大企業規模,與時俱進。


