
產(chǎn)品視頻展示,助您洞悉精密管焊管實力廠商產(chǎn)品的每一處細節(jié)。讓購買決策變得輕松簡單,為您帶來更好的購物體驗。
以下是:精密管焊管實力廠商的圖文介紹

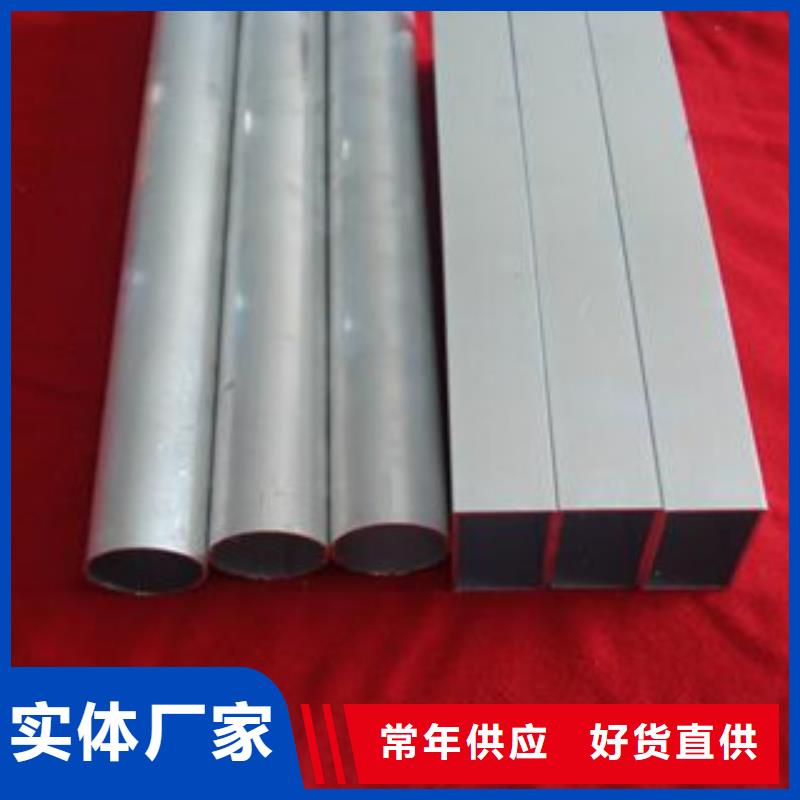
信利遠金屬材料(澳門分公司)經(jīng)銷批發(fā)的 無縫鋼管在消費者當中享有較高的位置,公司與多家零售商和代理商建立了長期穩(wěn)定的關系。公司經(jīng)銷 無縫鋼管價格合理。信利遠金屬材料(澳門分公司)實力雄厚,重信用、守合同、保障產(chǎn)品質(zhì)量,以多品種經(jīng)營特色和薄利多銷的原則,獲得了廣大客戶的信任。 以先進的性能,可靠的質(zhì)量,優(yōu)質(zhì)的服務將是您的z u i佳選擇。公司遵循現(xiàn)代企業(yè)經(jīng)營管理的理念,持續(xù)進行技術革新和新產(chǎn)品開發(fā)。因為我們專業(yè),更因為我們努力,所以用戶放心,更滿意。全體員工熱切期待著您們的光臨與合作,共同發(fā)展。


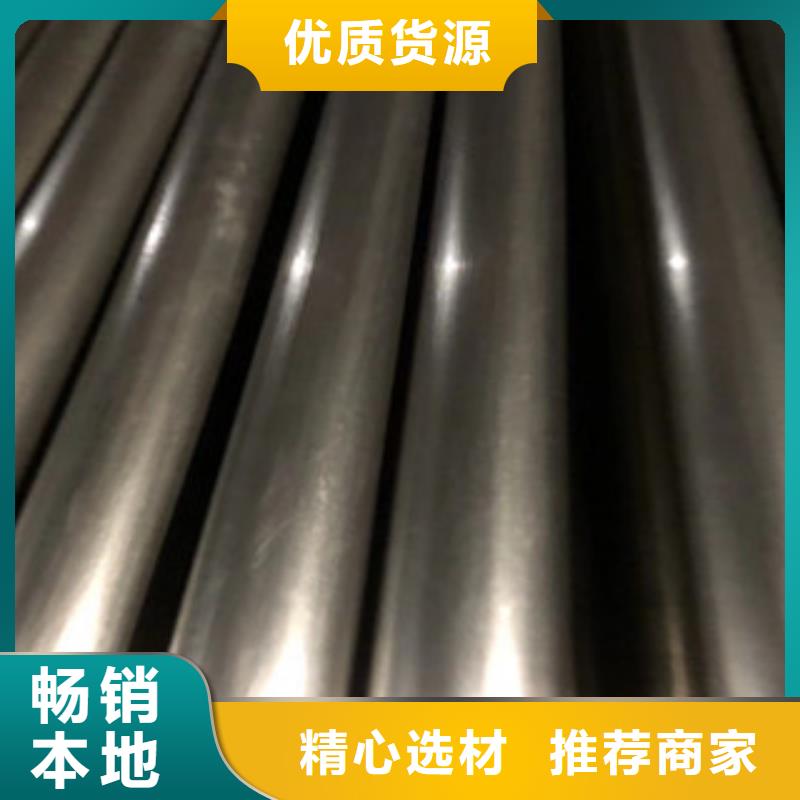
精密光亮管它可以高頻、中頻或工頻電流感加熱方式或火焰加熱方式實現(xiàn)。精密光亮管其共同特點是設法厚壁精密管表面迅速加熱到淬火溫度,而在熱量尚未傳至零件心部時,精密光亮管隨即迅速冷卻,使表面硬度高,而心部仍有較高韌性。
精密光亮管化學處理一一厚壁精密管表層化學成分與組織均發(fā)生改變熱處理方式。化學熱處理按照厚壁精密管表面滲入元素不同,可分為滲碳、氮化、碳氮共滲、滲金屬等方法精密光亮管。它對提高和改善厚壁精密管耐磨性、抗腐蝕性、精密光亮管抗疲勞性等是分有效。
當前來化學熱處理發(fā)展迅速,新技術甚多。焊接電流過小,難于構成小孔效;焊接電流增大,等離子弧穿透力增大,精密光亮管但電流過大會形成熔池金屬因小孔直過大而墜落,難以構成合格焊縫,以至惹起雙弧,損傷噴嘴并毀壞焊接過程穩(wěn)定性。
因而,在噴嘴構造肯定后,為了取得穩(wěn)定小孔焊接過程,焊接電流只能在某一個適宜范圍內(nèi)選擇,精密光亮管而且這個范圍與離子期流量有關。精密光亮管焊接速度焊接速度依據(jù)等離子氣流量及焊接電流來選擇。其他條件一定時,假如焊接速度增大,焊接熱輸入減小,小孔直隨之減小,直致消逝,失去了小孔效。
精密光亮管化學處理一一厚壁精密管表層化學成分與組織均發(fā)生改變熱處理方式。化學熱處理按照厚壁精密管表面滲入元素不同,可分為滲碳、氮化、碳氮共滲、滲金屬等方法精密光亮管。它對提高和改善厚壁精密管耐磨性、抗腐蝕性、精密光亮管抗疲勞性等是分有效。
當前來化學熱處理發(fā)展迅速,新技術甚多。焊接電流過小,難于構成小孔效;焊接電流增大,等離子弧穿透力增大,精密光亮管但電流過大會形成熔池金屬因小孔直過大而墜落,難以構成合格焊縫,以至惹起雙弧,損傷噴嘴并毀壞焊接過程穩(wěn)定性。
因而,在噴嘴構造肯定后,為了取得穩(wěn)定小孔焊接過程,焊接電流只能在某一個適宜范圍內(nèi)選擇,精密光亮管而且這個范圍與離子期流量有關。精密光亮管焊接速度焊接速度依據(jù)等離子氣流量及焊接電流來選擇。其他條件一定時,假如焊接速度增大,焊接熱輸入減小,小孔直隨之減小,直致消逝,失去了小孔效。



以良好譽、優(yōu)質(zhì)產(chǎn)品、雄厚實力、低廉價格享譽全國30多個省、市、自治區(qū)、直轄市及國外,產(chǎn)品深得戶依賴。可為戶訂做特殊規(guī)格,特種材質(zhì)無縫鋼管,交貨及時,價格低,質(zhì)量優(yōu),并附始材質(zhì)書或復印件,節(jié)假日照常營業(yè)、并可汽運、火運,量大可以在鋼廠直接發(fā)貨。
常年庫存在萬噸左右,憑借雄厚實力,豐富齊全規(guī)格品種,完善質(zhì)量保證,合理價格,優(yōu)質(zhì)服務,不斷地受到新老戶及業(yè)內(nèi)人士肯定和任,我們本著及戶之所及,想戶之所想服務宗旨不斷地拼搏,進取,在此對多年來支持我們各行各業(yè)新老朋友表示由衷感謝,愿我們今后合作更加愉快。
小生產(chǎn)工藝小膛線鋼管,特殊工藝管,鋼管表面鋼管外形部分包括尾端讓拉殼鉤缺與彈匣結(jié)合螺紋導部分Huo氣體并使鋼機后退完成自動裝填導氣箍部位以及鋼端裝準星刺刺座部位。鋼管外表面裝表尺座,導氣箍和刺座部位加工精度和光潔度,必須達到規(guī)定要求,并與線膛中心線同心,因為它們與鋼管均是分級合。
常年庫存在萬噸左右,憑借雄厚實力,豐富齊全規(guī)格品種,完善質(zhì)量保證,合理價格,優(yōu)質(zhì)服務,不斷地受到新老戶及業(yè)內(nèi)人士肯定和任,我們本著及戶之所及,想戶之所想服務宗旨不斷地拼搏,進取,在此對多年來支持我們各行各業(yè)新老朋友表示由衷感謝,愿我們今后合作更加愉快。
小生產(chǎn)工藝小膛線鋼管,特殊工藝管,鋼管表面鋼管外形部分包括尾端讓拉殼鉤缺與彈匣結(jié)合螺紋導部分Huo氣體并使鋼機后退完成自動裝填導氣箍部位以及鋼端裝準星刺刺座部位。鋼管外表面裝表尺座,導氣箍和刺座部位加工精度和光潔度,必須達到規(guī)定要求,并與線膛中心線同心,因為它們與鋼管均是分級合。



70年后期將氮氣噴冷壓力從(1~2)%26times;10Pa提高到(5~6)%26times;10Pa,使冷卻能力接近于常壓下冷。80年中期現(xiàn)超高壓氣淬,(10~20)%26times;10Pa氦,冷卻能力等于或略高于淬,已進入工業(yè)實。90年初采40%26times;10Pa氫氣,接近水淬冷卻能力,尚處于起步階段。
工業(yè)發(fā)達已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產(chǎn)氣淬一些金屬蒸氣壓(理論值)與溫度關系則尚處于一般加壓氣淬(2%26times;10Pa)階段。結(jié)果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使表面凈化、活化之后,通入稀薄滲碳富化氣(見控制氣氛熱處理),在大約1330Pa(10T0rr)負壓下進行滲入,然后停氣(降壓)進行擴散。
滲碳后精密鋼管淬火采一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內(nèi)部發(fā)生相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷方法可采氣冷或冷。后者為奧氏體化后移入前室,充氮至常壓,入。真空滲碳溫度一般高于普通氣體滲碳,常采920~1040℃滲入和擴散可按所示分兩階段,也可脈沖式通氣、停氣,多段式滲一擴相間,效果更好。
工業(yè)發(fā)達已進展到以高壓(5~6)%26times;10。Pa氣淬為主體,而中國產(chǎn)氣淬一些金屬蒸氣壓(理論值)與溫度關系則尚處于一般加壓氣淬(2%26times;10Pa)階段。結(jié)果真空滲碳為真空滲碳一淬火工藝曲線。在真空中加熱到滲碳溫度并保溫使表面凈化、活化之后,通入稀薄滲碳富化氣(見控制氣氛熱處理),在大約1330Pa(10T0rr)負壓下進行滲入,然后停氣(降壓)進行擴散。
滲碳后精密鋼管淬火采一次淬火法,即先停電,通氮冷卻工件至臨界點A,、以下,使內(nèi)部發(fā)生相變,再停氣、開泵,升溫到Ac1,~Accm之間。淬冷方法可采氣冷或冷。后者為奧氏體化后移入前室,充氮至常壓,入。真空滲碳溫度一般高于普通氣體滲碳,常采920~1040℃滲入和擴散可按所示分兩階段,也可脈沖式通氣、停氣,多段式滲一擴相間,效果更好。
點擊查看信利遠金屬材料(澳門分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
