






規(guī)格及外觀
(1)GB3087-2008《低中壓鍋爐用無縫鋼管》規(guī)定。各種結(jié)構(gòu)鍋爐用鋼管規(guī)格,外徑10~426mm,共計43種。壁厚1.5~26mm共計29種。但機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管的外徑和壁厚另有規(guī)定。
(2)GB5310-2008《高壓鍋爐用無縫鋼管》熱軋管的外徑22~530mm,壁厚20~70mm不等。冷拔(冷軋)管外徑10~108mm,壁厚2.0~13.0mm不等。
(3)GB3087-2008《低中壓鍋爐用無縫鋼管》和GB5310-95《高壓鍋爐用無縫鋼管》的規(guī)定。外觀質(zhì)量:鋼管內(nèi)外表面不允許有裂縫、折疊、軋折、結(jié)疤、離層和發(fā)紋。這些缺陷應(yīng)完全掉。深度不得超過公稱壁厚的負偏差,其清理處實際壁厚不得小于壁厚所允許的小值。
(1)GB3087-2008《低中壓鍋爐用無縫鋼管》規(guī)定。化學(xué)成分試驗方法按GB222-84及GB223《鋼鐵及合金化學(xué)分析方法》中的有關(guān)部分。
(2)GB5310-2008《高壓鍋爐用無縫鋼管》規(guī)定。化學(xué)成分試驗方法按GB222-84及《鋼鐵及合金化學(xué)分析方法》、GB223《鋼鐵及合金化學(xué)分析方法》中的有關(guān)部分。
(3)進口鍋爐鋼管的化學(xué)成分檢驗按合同規(guī)定的有關(guān)標準進行。
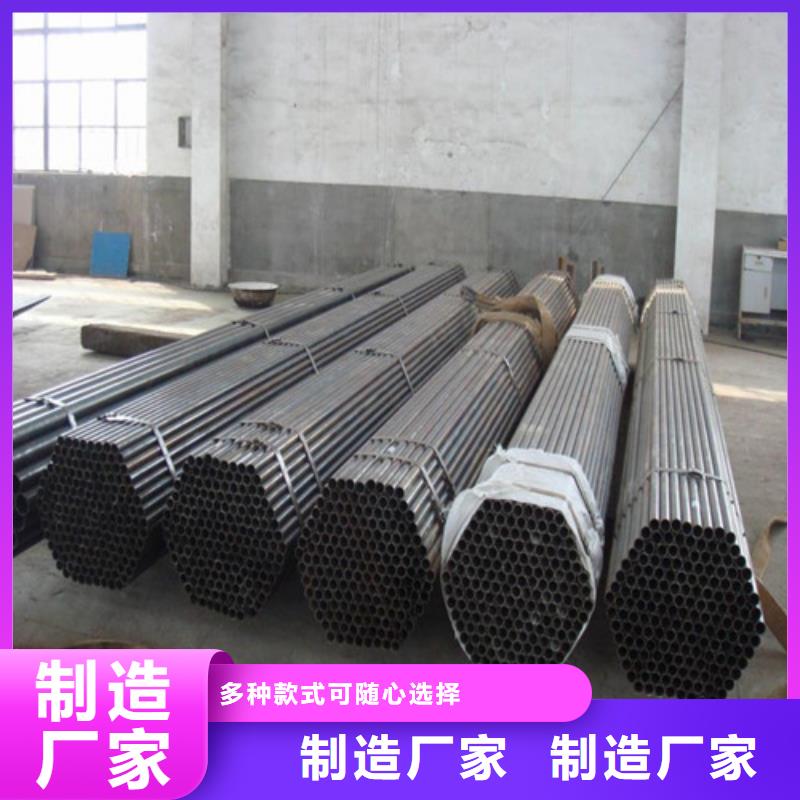
直縫焊鋼管生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。
直徑大或較厚的焊管,一般用鋼坯料直接做成,而小焊管薄壁焊管只需要通過鋼帶直接焊接就可以了。然后經(jīng)過簡單拋光,拉絲就可以了。
補充:焊管是用帶鋼焊接的,所以在原來它的地位沒無縫管高。
焊管工藝流程
原材料開卷—平整—端部剪切及焊接—活套—成形—焊接—內(nèi)外焊珠去除—預(yù)校正—感應(yīng)熱處理—定徑及校直—渦流檢測—切斷—水壓檢查—酸洗—終檢查(嚴格把關(guān))—包裝—出貨。
特點
直縫焊管生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。
焊接式連接1、鍍鋅鋼管管口對接后不在一條直線和鋼管存在斜口的問題,建議將鋼管管頭截掉一小段兒后再進行加工。2、鍍鋅鋼管管口對接后出現(xiàn)兩支管口對接不嚴現(xiàn)象,導(dǎo)致焊口薄厚不均勻;以及鋼管由于本身原因或運輸磕碰,造成管口橢圓,建議將鋼管管頭截掉一小段兒后再進行加工。3、鍍鋅鋼管管口對接后,管口部位出現(xiàn)砂眼:4、焊接時由于技術(shù)原因造成。5、管口存在鋅瘤,造成焊接困難和砂眼問題,對鋅瘤過大、過多管進行簡單的鋅瘤去除處理。車絲式連接1、絲扣亂扣:管箍與絲扣不能完全接觸、松動,截掉亂扣部分,重新車絲安裝。2、鋼管絲扣與管箍絲扣不吻合,不能連接,應(yīng)更換管箍或調(diào)整設(shè)備重新車絲。3、鋼管車絲后漏印:測量鋼管的壁厚是否能夠達到車絲管標準厚度要求(三)滾槽機滾壓成型的溝槽應(yīng)符合下列要求1、管端至溝槽段的表面應(yīng)平整無凹凸、無滾痕。2、溝槽圓心應(yīng)與管壁同心,溝槽寬度、深度應(yīng)符合要求,并檢查卡箍件型號是否正確。3、在橡膠密封圈上涂抹潤滑劑并檢查橡膠密封圈是否有損傷,潤滑劑不得采用油潤滑劑。
鍍鋅鋼管:為提高鋼管的耐腐蝕性能,對一般鋼管(黑管)進行鍍鋅。鍍鋅鋼管分熱鍍鋅和電鍍鋅兩種,熱鍍鋅鍍鋅層厚,電鍍鋅成本低。
吹氧焊管:用作煉鋼吹氧用管,一般用小口徑的焊接鋼管,規(guī)格由3/8寸-2寸八種。用08、10、15、20或Q195-Q235鋼帶制成。為防蝕,有的進行滲鋁處理。
電線套管:也就是普通碳素鋼電焊鋼管,用在混凝土及各種結(jié)構(gòu)配電工程,常用的公稱直徑從13-76mm。電線套套管壁較薄,大多進行涂層或鍍鋅后使用,要求進行冷彎試驗。
公制焊管:規(guī)格用作無縫管形式,用外徑*壁厚毫米表示的焊接鋼管,用普通碳素鋼、優(yōu)質(zhì)碳素鋼或普能低合金鋼的熱帶、冷帶焊接,或用熱帶焊接后再經(jīng)冷撥方法制成。公制焊管分普能和薄壁、普通用作結(jié)構(gòu)件,如傳動軸,或輸送流體,薄壁用來生產(chǎn)家具、燈具等,要保證鋼管強度和彎曲試驗。
托輥管:用于帶式輸送機托輥電焊鋼管,一般用Q215、Q235A、B鋼及20鋼制造,直徑63.5-219.0mm。對管彎曲度、端面要與中心線垂直、橢圓度有一定要求,一般進行水壓和壓扁試驗。