您的位置>首頁 >保定本地行業News >
鋼筋鋸切套絲打磨生產線多重優惠
更新時間: 2025-06-01 05:52:15 ip歸屬地:保定,天氣:陰轉多云,溫度:16-26 瀏覽次數:31
以下是:鋼筋鋸切套絲打磨生產線多重優惠的產品參數
| 產品參數 |
|---|
| 產品價格 | 18000 |
|---|
| 發貨期限 | 24h |
|---|
| 供貨總量 | 999 |
|---|
| 運費說明 | 包郵 |
|---|
| 小起訂 | 1 |
|---|
| 質量等級 | 優級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 河南建貿 |
|---|
| 產品規格 | JMGSX-500 |
|---|
| 發貨城市 | 長葛 |
|---|
| 產品產地 | 河南 |
|---|
| 可售賣地 | 全國 |
|---|
| 型號 | GB4240 |
|---|
| 功率 | 4kw |
|---|
| 名稱 | 金屬帶鋸床 |
|---|
| 材質 | 金屬 |
|---|
| 品牌 | 河南建貿機械 |
|---|
以下是:鋼筋鋸切套絲打磨生產線多重優惠的圖文視頻
導讀 鋼筋鋸切套絲打磨生產線多重優惠,建貿機械 (保定市分公司)為您提供鋼筋鋸切套絲打磨生產線多重優惠的資訊,聯系人:趙艷杰,電話:【17768165506】、【17768165506】,發貨地:老城鎮。 河北省,保定市 元至元十二年(1275年),改順天路為保定路,保定之名自此始,取永保安定之意。保定自古是“北控三關,南達九省,地連四部,雄冠中州”的通衢之地,歷來為京畿重地和“首都南大門”。明洪武元年(1368年),改“保定路”為“保定府”,此為保定設府之始。清代,保定為直隸總督駐地。截至2022年10月,保定市轄4市(定州為省直管試點)、5區、12縣(不含雄安新區)和2個開發區。截至2019年12月,保定市有世界文化遺產1處(清西陵),全國重點文物保護單位69處,其中市區有直隸總督署、古蓮花池等文物古跡;有AAAAA級景區白洋淀、野三坡、白石山、清西陵。
我們為您準備了鋼筋鋸切套絲打磨生產線多重優惠產品的全新視頻介紹,視頻中的每一幀,都是產品的真實寫照
以下是:鋼筋鋸切套絲打磨生產線多重優惠的圖文介紹
建貿機械 (保定市分公司)秉承“信譽至上,一絲不茍,精益求精”的經營理念,及時掌握用戶的信息和要求,及時跟蹤 液壓噴濕機廠家產品使用情況,為用戶提供真誠服務,把優良的 液壓噴濕機廠家產品提供給廣大客戶。
建貿機械 (保定市分公司)遵循誠信經營,貨真價實,服務的宗旨,贏得了用戶,拓展了市場,建立了銷售網絡,以質量求信譽,以信譽求發展,以雄厚的實力、優良的 液壓噴濕機廠家產品、優惠的價格深得新老用戶的信賴;歡迎來電垂詢或親臨指導。


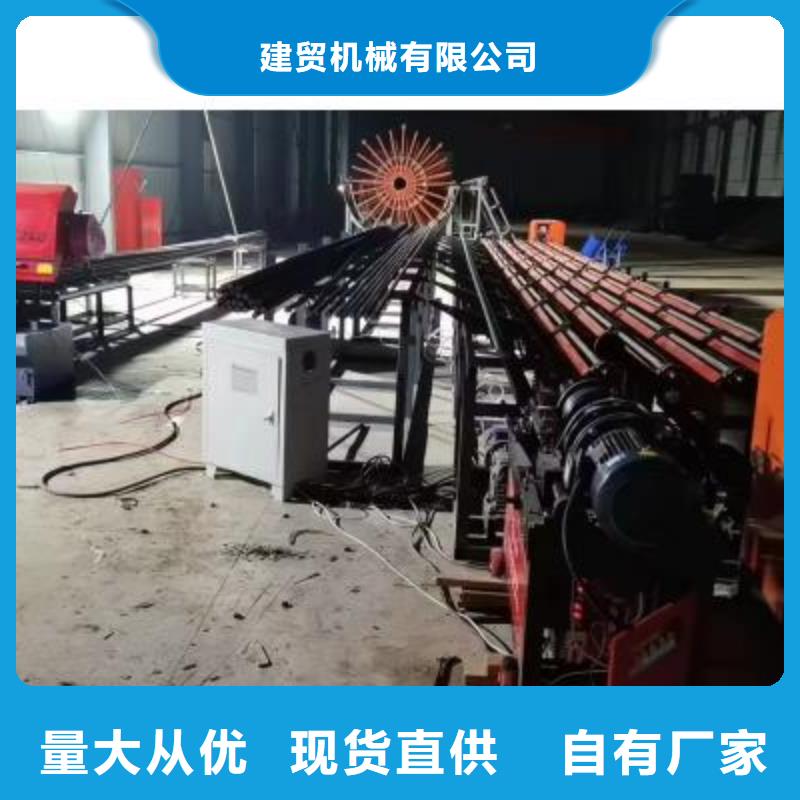
GB4240龍門臥式鋸床以圓鋸片、鋸帶或鋸條等為刀具,鋸切金屬圓料、方料、管料和型材等的機床。鋸床的加工精度一般都不很高,多用于備料車間切斷各種棒料、管料等型材。由主動輪和從動輪帶動鋸條運轉,鋸條斷料方向由導軌控制架控制。通過調整自轉軸承將帶鋸條調正調直經過掃削器將鋸削掃掉。由液壓油缸活塞桿支撐導軌控制架下落進鋸斷料,帶鋸床上裝有手動或液壓油缸夾料鎖緊機構,以及液壓操作閥開關等。
GB4240龍門臥式鋸床特點:
1、切削速度液壓控制,無極調速
2、導向塊結構科學合理,延長鋸條的使用壽命
3、龍門式結構,穩定性高,剛性強
4、鋸切穩定,精度高
5、加裝方套,立柱與液壓缸分離式裝配、扭力大
6、工件夾緊采用液壓夾緊,操作方便
7、可定制三向液壓加緊裝置
8、可定制自動送料架
一 適用范圍:本規程適用于金屬鋸床的技術和現場規范
二 主要危險源及有害因素
序號 危險發生的原因和過程 易引發事故
1 工件裝夾不牢或進刀量過大,造成工件彈出或鋸刀片崩斷。 機械傷害
2 未停機裝夾工件。 機械傷害
3 防護裝置未裝、防護罩虛放或可調式防護裝置未及時調整。 機械傷害
4 冷卻液進入機床操縱箱,電氣原件受潮造成漏電。 觸電






滾絲輪及墊圈的安裝:正絲安裝方法——面向滾軋頭前軸座,以任一根偏心軸為一軸,先按順時針方向依次安裝與滾絲輪相適應的墊圈:厚—中—薄,再分別安裝滾絲輪(滾絲輪小面朝外), ,在滾絲輪外面按原順序依次安裝與滾絲輪相適應的墊圈:薄—中—厚。反絲安裝方法——調換每個滾絲輪的內外墊圈即可。對刀:先松開滾軋機頭后面的3條緊定螺釘,再松開6條定位螺栓,然后將與所要加工的鋼筋型號相適應的對刀棒細端插入滾軋頭中心,轉動偏心調節齒輪,使滾絲輪與對刀棒相接觸,抽出對刀棒,擰緊6條定位螺栓,再擰緊3條緊定螺釘,壓緊齒圈,使之不得移動。設備特性:1、鋼筋端面銑平機切割處理保證一致,接頭無端面加工每次4根同時進行,速度較人工打磨時間短,大大節約了成本,且打磨質量得到了有效控制。度高、人工勞動強度低、整體效率高。2、該機床具有整體結構剛性強、精度穩定、故障率低、可靠性好的優點,是鋼筋直螺紋連接絲口處理加工利器。縫隙。



數控帶鋸床送的材料尺寸不準的原因
數控帶鋸床送的材料尺寸不準原因: 這要看你的帶鋸床是如何送料定位的~是采用伺服送料定位或光柵尺定位或限位開關定位不同的定位方式有不同的問題。采用上述舉例的切削用量是較為合理的
影響帶鋸床鋸削送料的精度的原因: 對帶鋸床來說,根據壓力的變化,液壓油溫度的變化以及電磁閥和繼電器的滯后都影響鋸削送料的精度,因此下料精度差,批量下料的一 致性也不好。此外,在改 變普通帶鋸床下料長度時,由于需調整送料長度標尺,操作也比較繁瑣。臥式帶鋸床工業的存在的許多疑問每個工作都有本身的特征
金屬帶鋸床常見毛病及處理方法
總結 在河北省保定市采購鋼筋鋸切套絲打磨生產線多重優惠請認準建貿機械 (保定市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:趙艷杰-【17768165506】,地址:老城鎮)。