





深入了解C276法蘭【C276三通】品質服務產品,一部視頻就夠了,快來觀看!
以下是:C276法蘭【C276三通】品質服務的圖文介紹
沃盛特材(保定市分公司)常年現貨銷售 哈氏合金C276管等。公司以優質產品的質量銷售給廣大的客戶,滿足客戶的生產需要自成立以來始終堅持以 市場為導向、以客戶為中心、以質量為企業命脈、以誠信為治企之本、堅持認真嚴謹的原則穩步進取,不斷發 展壯大,在業界確立了穩固的銷售服務體系,以良好的信譽 、優質的產品、雄厚的實力、低廉的價格享譽全國30多個省、市、自治區、直轄市,產品深得用戶信賴。


C276法蘭按化工(HG)行業標準分:整體法蘭(IF)、本地螺紋法蘭(Th)、本地板式平焊法蘭(PL)、本地帶頸對焊法蘭(WN)、本地帶頸平焊法蘭(SO)、本地承插焊法蘭(SW)、本地對焊環松套法蘭(PJ/SE)、本地平焊環松套法蘭(PJ/RJ)、本地襯里法蘭蓋(BL(S))、本地法蘭蓋(BL) [2] 。2、本地按石化(SH)行業標準分:螺紋法蘭(PT)、本地對焊法蘭(WN)、本地平焊法蘭(SO)、本地承插焊法蘭(SW)、本地松套法蘭(LJ)、本地法蘭蓋(不表注)。3、本地按機械(JB)行業標準分:整體法蘭、本地對焊法蘭、本地板式平焊法蘭、本地對焊環板式松套法蘭、本地平焊環板式松套法蘭、本地翻邊環板式松套法蘭、本地法蘭蓋。4、本地按 (GB)標準分:整體法蘭、本地螺紋法蘭、本地對焊法蘭、本地帶頸平焊法蘭、本地帶頸承插焊法蘭、本地對焊環帶頸松套法蘭、本地板式平焊法蘭、本地對焊環板式松套法蘭、本地平焊環板式松套法蘭、本地翻邊環板式松套法蘭、本地法蘭蓋。



首先我們需要了解離心法蘭是怎樣生產制作的,離心澆鑄制做平焊法蘭的工藝方法及產品,其特征是該產品經過下列工藝步驟加工而成:① 將所選原材料鋼材放入中頻電爐熔煉,使鋼水溫度達到1600-1700℃;② 將金屬模具預加熱到800-900℃保持恒溫;③ 起動離心機,將步驟①中鋼水注入步驟②中預熱后金屬模具;④ 鑄件自然冷卻到800-900℃保持1-10分鐘;⑤ 用水冷卻至接近常溫,脫模取出鑄件。C276法蘭



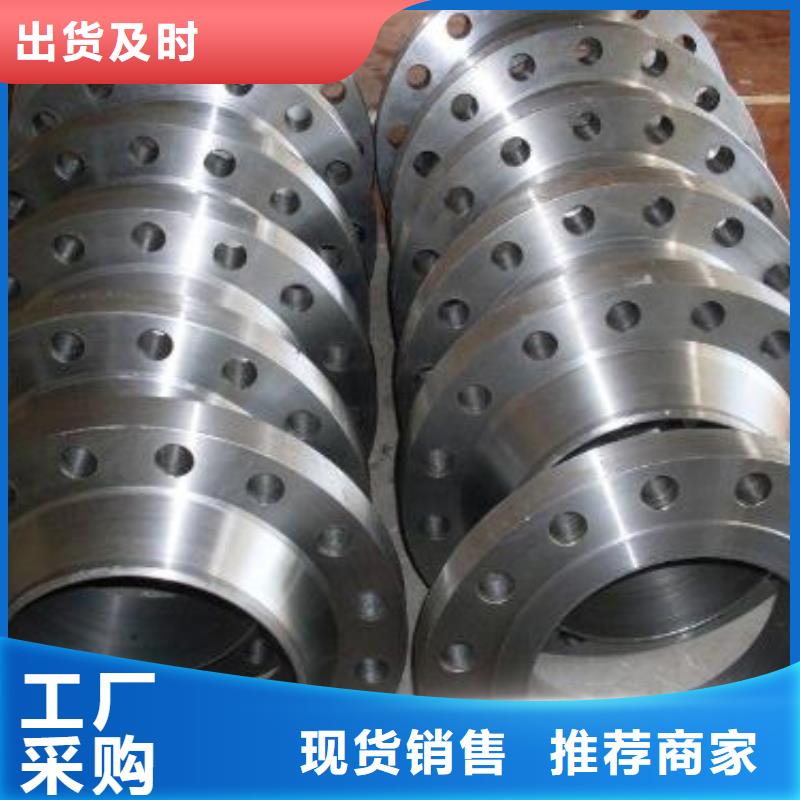
C276法蘭鍛造工藝過程一般由以下工序組成,即選取優質鋼坯下料、當地加熱、當地成形、當地鍛后冷卻。鍛造的工藝方法有自由鍛、當地模鍛和胎膜鍛。生產時,按鍛件質量的大小,生產批量的多少選擇不同的鍛造方法。自由鍛生產率低,加工余量大,但工具簡單,通用性大,故被廣泛用于鍛造形狀較簡單的單件、當地小批生產的鍛件。自由鍛設備有空氣錘、當地蒸汽-空氣錘和水壓機等,分別適合小、當地中和大型鍛件的生產。模鍛生產率高,操作簡單,容易實現機械化和自動化。模鍛件尺寸精度高,機械加工余量小,鍛件的纖維組織分布更為合理,可進一步提高零件的使用壽命。自由鍛的基本工序:自由鍛造時,鍛件的形狀是通過一些基本變形工序將坯料逐步鍛成的。自由鍛造的基本工序有鐓粗、當地拔長、當地沖孔、當地彎曲和切斷等。1. 鐓粗 鐓粗是對原坯料沿軸向鍛打,使其高度減低、當地橫截面增大的操作過程。這種工序常用于鍛造齒輪坯和其他圓盤形類鍛件。鐓粗分為全部鐓粗和局部鍛粗兩種。2. 拔長 拔長是使坯料的長度增加,截面減小的鍛造工序,通常用來生產軸類件毛坯,如車床主軸、當地連桿等。3. 沖孔 用沖子在坯料上沖出通孔或不通孔的鍛造工序。4. 彎曲 使坯料彎曲成一定角度或形狀的鍛造工序。5. 扭轉 使坯料的一部分相對另一部分旋轉一定角度的鍛造工序。6. 切割 分割坯料或切除料頭的鍛造工序。


