







螺旋鋼管的端口出現橢圓在工地施工對口焊接的時候是對接不上口的,那么什么樣的螺旋鋼管容易出現橢圓呢?當螺旋鋼管管端出現焊縫缺陷補焊修補以后容易出現橢圓,另外就是對頭接板的螺旋鋼管容易出現橢圓。當遇到管端有補焊或者管體大量補焊區域的和對頭接板的時候一定要仔細測量螺旋鋼管的橢圓度,如果出現超標現象就要進行返修。
螺旋鋼管橢圓缺陷通常我們是通過使用千斤頂來修復的,測量出小直徑的地方,用千斤頂來頂這個小的地方,這樣頂上一個小時至五個小時,拆卸千斤頂后再測量橢圓度是否合格。對于修復不了的橢圓,質檢要及時上報,看看這支螺旋鋼管是降級處理還是報廢處理。



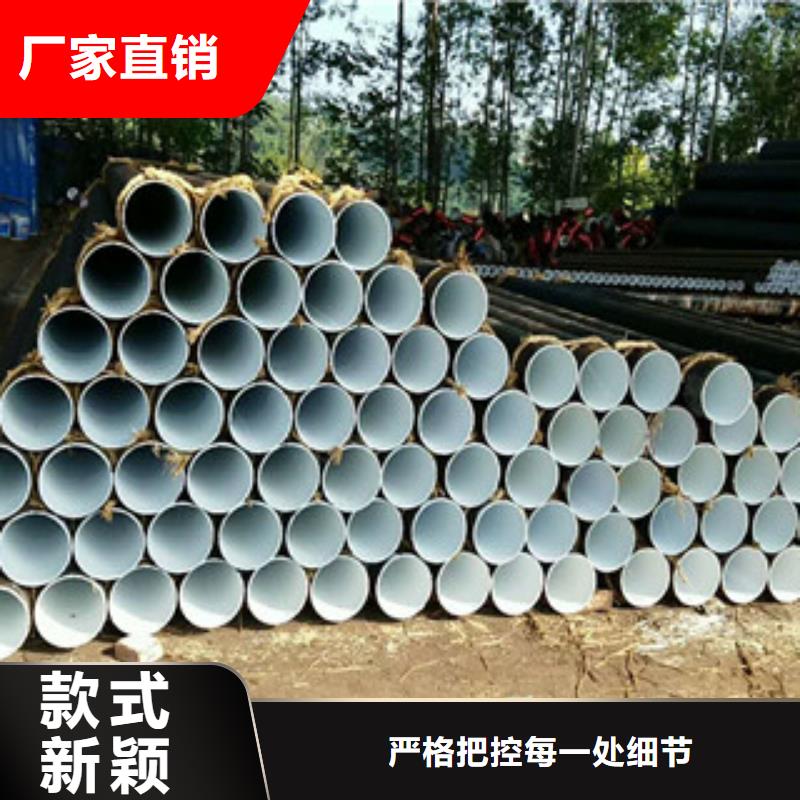
南恩物資(本溪市分公司)座落于九龍坡區恒勝鋼材市場,我公司主要產品有 不銹鋼管等,我公司視產品質量為企業的生命,我們從原材料、除銹、涂敷到產品出廠的全過程進行質量跟蹤控制。完善的質量管理體系和 先進的檢測設備為用戶提供優良產品提供可靠保障。
先進的工藝、檢測設備,現代化的管理模式,高素質的員工隊伍,高比例的專業技術人員,完備的資格,完善售 后服務,南恩物資(本溪市分公司)熱忱歡迎國內外用戶來我公司考察,指導、洽談業務,全體員工將謁誠為您提供專業的服務。

根據以上特點可知:螺旋焊管發生 時,由于焊縫所受正應力與合成應力比較小, 口一般不會起源于螺旋焊縫處,其性比直縫焊管高。當螺旋焊縫附近存在與之相平行的缺陷時,由于螺旋焊縫受力較小,故其擴展的危險性不如直焊縫大。由于徑向應力是存在于鋼管上的 應力,所以焊縫處于垂直應力這一方向時承受 載荷。即直縫承受的載荷 ,環向焊縫承受的載荷小,螺旋縫介于二者之間。靜壓 強度:經有關對比試驗,驗證了螺旋焊管與直縫焊管的屈服壓力與 壓力實測值和理論值基本吻合,偏差接近。但無論是屈服壓力還是 壓力,螺旋焊管均低于直縫焊管。 試驗還顯示出螺旋焊管 口的環向變形率明顯大于直縫焊管。由此證實,螺旋焊管的塑性變形能力優于直縫焊管, 口一般只局限于一個螺距內,這是螺旋焊縫對裂口的擴展起了有力的約束作用所致。



質量檢測:螺旋鋼管在出廠之前應做機械性能試驗和壓扁試驗以及擴口試驗,并要達到標準規定的要求。直縫鋼管的質量檢測方法如下:1、從表面上判斷,也就是在外觀檢驗。焊接接頭的外觀檢驗是一種手續簡便而又應用廣泛的檢驗方法,是成品檢驗的一個重要內容,主要是發現焊縫表面的缺陷和尺寸上的偏差。一般通過肉眼觀察,借助標準樣板、量規和放大鏡等工具進行檢。若焊縫表面出現缺陷,焊縫內部便有存在缺陷的可能。2、物理方法的檢驗:物理的檢驗方法是利用一些物理現象進行測定或檢驗的方法。材料或工件內部缺陷情況的檢查,一般都是采用無損探傷的方法。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。
3、受壓容器的強度檢驗:受壓容器,除進行密封性試驗外,還要進行強度試驗。常見有水壓試驗和氣壓試驗兩種。它們都能檢驗在壓力下工作的容器和管道的焊縫致密性。氣壓試驗比水壓試驗更為靈敏和速,同時試驗后的產品不用排水處理,對于排水困難的產品尤為適用。但試驗的危險性比水壓試驗大。進行試驗時,必須遵守相應的技術措施,以防試驗過程中發生事故。4、致密性檢驗:貯存液體或氣體的焊接容器,其焊縫的不致密缺陷,如貫穿性的裂紋、氣孔、夾渣、未焊透和疏松組織等,可用致密性試驗來發現。致密性檢驗方法有:煤油試驗、載水試驗、水沖試驗等。5、靜水試驗 每根鋼管應做靜水壓試驗而無滲漏現象,試驗壓力按下試計算 P=2ST/D 式中S-靜水壓試驗的試驗應力Mpa,靜水試驗的試驗應力按相應鋼帶標準規定屈服度小值(Q235為235Mpa)的選取。 穩壓時間:D<508試驗壓力保持時間不少于5秒; D508試驗壓力保持時間不少于10秒 4 無損檢測 鋼管的補焊焊縫、鋼帶對頭焊縫及環向縫應進行X射線或超聲波檢驗。對于可燃普通流體輸送用的鋼向的螺旋焊縫應進行SX射線或超聲波檢驗,對用于水、污水、空氣、采暖蒸汽等普通流體輸送用的鋼管的螺旋焊縫應進行X射線或超聲波檢驗抽查

