價(jià)格")
價(jià)格")
價(jià)格")

鵬鑫鋼鐵
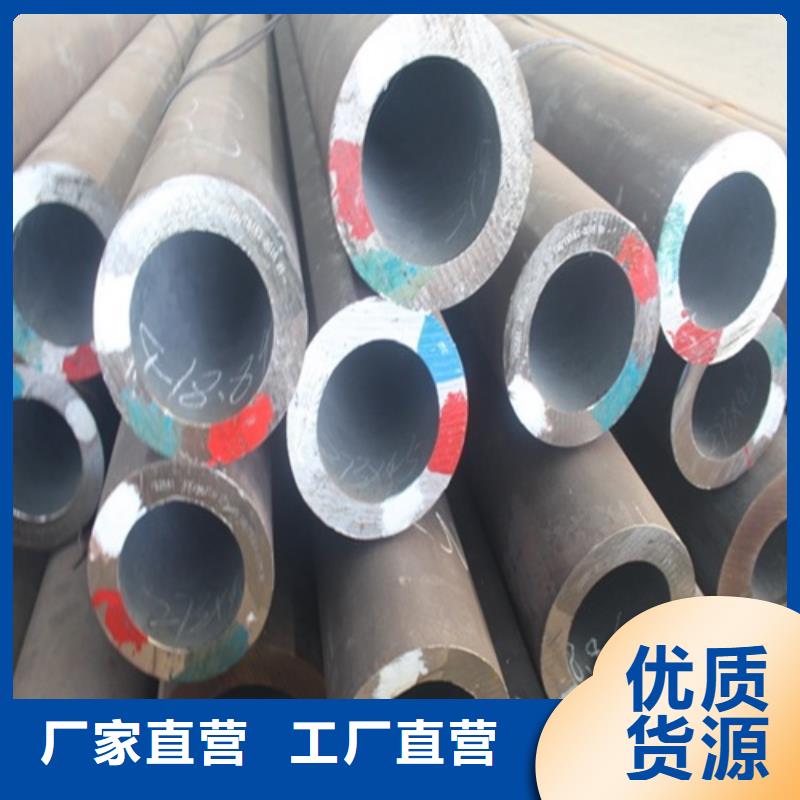
畢節(jié)3087無縫鋼管批發(fā)價(jià)格
3087無縫鋼管批發(fā)價(jià)格")
改善無縫鋼管壁厚精度的措施 無縫鋼管壁厚的控制是無縫鋼管生產(chǎn)的一個(gè)難點(diǎn),生產(chǎn)中改善壁厚精度的措施主要包含以下幾個(gè)方面: 1、管坯加熱 加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩(wěn)緩慢,*大升降溫度不超過30℃。 2、定心輥 確定定心輥安裝是否到位,調(diào)整相關(guān)抱芯輥的中心、打開角度及各動(dòng)作的開口大小一致,抱芯輥中心要在軋制線上。 3、軋制中心線 確保穿孔機(jī)軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時(shí)保持受力均勻。 4、軋制工具 對(duì)于磨損的頂頭、導(dǎo)板、軋輥等軋制工具要及時(shí)更換。 5、軋制工具安裝 輥距、導(dǎo)距的中心必須在軋制線上。保證導(dǎo)距和輥距的中心線在穿孔軋制中心線上,即上下輥距相等,左右導(dǎo)距相等。 6、穿孔頂桿 穿孔頂桿一般選擇外徑為Φ108mm-Φ114mm壁厚要求≥25mm且壁厚均勻的厚壁管。 7、軋機(jī)芯棒 芯棒要選用壁厚較厚的厚壁管加工,對(duì)于規(guī)格較小的芯棒,可采用實(shí)心坯料代替。壁厚均勻的厚壁管和實(shí)心坯料,可以使芯棒彎曲變形的概率大幅度降低,可以有效提高無縫鋼管的壁厚精度。 8、芯棒的精度 芯棒的長(zhǎng)細(xì)比較大,一般采用先車外徑然后打破口焊接,或采用長(zhǎng)料直接車削成型。芯棒的外加工精度控制在±0.1mm芯棒的直度偏差不超過5mm。焊接時(shí),兩段芯棒之間插入一個(gè)精加工的銷子進(jìn)行定位,以防止焊接造成的總直度偏差過大。 9、完善工藝 完善工藝,防止中間拉薄和壁厚增哈歐超過控制范圍的情況發(fā)生,提高壁厚精度。
3087無縫鋼管批發(fā)價(jià)格")
3087無縫鋼管批發(fā)價(jià)格")
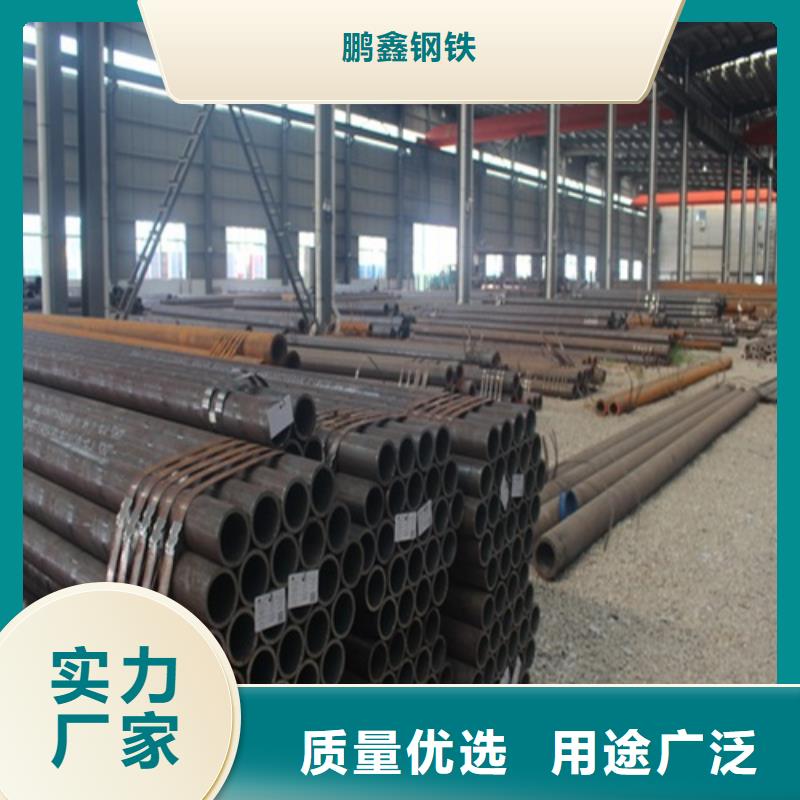
厚壁無縫鋼管比較常見的退火工藝 1、完全退火。用于對(duì)鑄造、鍛造和焊接后力學(xué)性能較差的中低碳鋼粗大過熱組織進(jìn)行細(xì)化。將工件進(jìn)行加熱到鐵素體全部社會(huì)轉(zhuǎn)變?yōu)閵W氏體的溫度通過以上30~50℃,保溫工作一段發(fā)展時(shí)間,然后隨爐緩慢冷卻,在冷卻系統(tǒng)過程中奧氏體再次開始發(fā)生經(jīng)濟(jì)轉(zhuǎn)變,即可使鋼的組織變細(xì)。 2、球化退火。用于降低工具鋼和軸承鋼鍛造后的高硬度。將工件進(jìn)行加熱到鋼開始發(fā)展形成一個(gè)奧氏體的溫度通過以上20~40℃,保溫后緩慢以及冷卻,在冷卻系統(tǒng)過程中珠光體中的片層狀滲碳體變?yōu)榍驙睿瑥亩档土瞬牧嫌捕取? 3、等溫退火。用于降低一些高鎳、高鉻合金結(jié)構(gòu)鋼的高硬度,用于切削。一般可以先以發(fā)展較快增長(zhǎng)速度進(jìn)行冷卻到奧氏體較不穩(wěn)定的溫度,保溫適當(dāng)使用時(shí)間,奧氏體轉(zhuǎn)變?yōu)橥惺象w或索氏體,硬度即可通過降低。 4、重結(jié)晶退火。用于金屬線材在冷拔冷軋過程中的硬化現(xiàn)象(硬度增加、塑性降低)。加熱溫度進(jìn)行一般為鋼開始發(fā)展形成奧氏體的溫度以下50~150℃ ,只有通過這樣我們才能有效加工硬化效應(yīng)使金屬軟化。 5、石墨化退火。用于將含有大量滲碳體的鑄鐵換成具有良好塑性的可鍛鑄鐵。工藝進(jìn)行操作是將鑄件材料加熱到950℃左右,保溫具有一定工作時(shí)間后適當(dāng)提高冷卻,使?jié)B碳體分解形成團(tuán)絮狀石墨。 6、擴(kuò)散退火。它可以使合金鑄件的化學(xué)成分均勻化,提高合金鑄件的性能。方法是在不發(fā)生熔化的前提下,將鑄件進(jìn)行加熱到盡可能高的溫度,并長(zhǎng)時(shí)間使用保溫,待合金中各種文化元素通過擴(kuò)散發(fā)展趨于穩(wěn)定均勻分布后緩冷。 7、應(yīng)力退火鑄鋼件和焊縫中的內(nèi)應(yīng)力。
3087無縫鋼管批發(fā)價(jià)格")
3087無縫鋼管批發(fā)價(jià)格") 畢節(jié)3087無縫鋼管批發(fā)價(jià)格
畢節(jié)3087無縫鋼管批發(fā)價(jià)格