


15CrMoR鋼板正規(guī)廠家")
15CrMoR鋼板正規(guī)廠家")
15CrMoR鋼板正規(guī)廠家")
15CrMoR鋼板正規(guī)廠家")
15CrMoR鋼板正規(guī)廠家")
15CrMoR鋼板正規(guī)廠家")
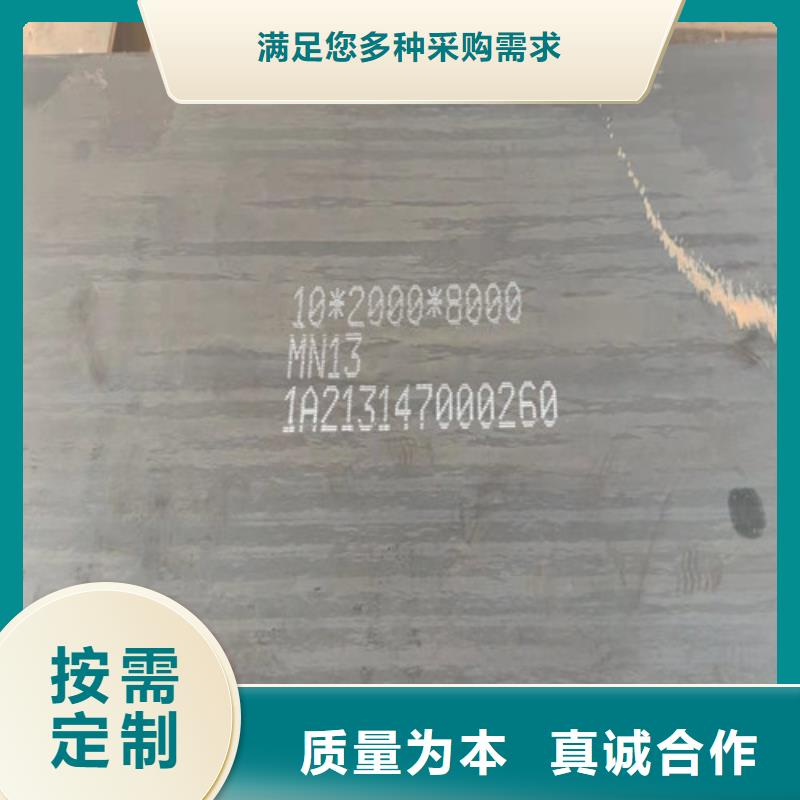
工程機械、礦山機械、煤礦機械、環(huán)保機械、冶金機械等制造企業(yè)舞鋼 生產(chǎn)用于挖掘機、裝載機、推土機鏟斗板、刃板、側(cè)刃板、刀片、破碎機襯板、葉片建設(shè)項目的nm360鋼板5000余噸。在出口美國、加拿大、澳洲、印度、歐洲的前景一片看好。已經(jīng)直供歐洲客戶20000余噸。 舞鋼生產(chǎn)技術(shù)領(lǐng)先。 舞鋼生產(chǎn)技術(shù)領(lǐng)先。舞鋼產(chǎn)品現(xiàn)貨較少,需要定扎,可供8-120mm厚寬至3900mm。舞鋼產(chǎn)專用特殊鋼(12MnNiVR、14Cr1MoR(H)、SA387Gr11(22)CL2、07MnNiMoVDR、NM400、NM500、SA203E、WDB620、15CrMoR、09MnNiDR、16MnDR、15MnNiDR、P355GH、16Mo3、13CrMo4-5、P265GH、P295GH、20g、16Mng、15CrMog、12CrMoVg、Q345R、19Mng、22Mng、13MnNiCrMoNbg、13MnNiMoNbR、15MnNbR、20R、16MnR、15MnVR 、13MnNiMoNbR、15MnNbR 、15MnVNiR、A515Gr60、A516Gr65、A515Gr70、A516Gr55 、A516Gr60、A516Gr65、A516Gr70、A537CL1、A537CL2、EQ56、EQ70、NVE690、E420、E550、WH70Q、(C、D、E、)、WH80QD、E)、WH100QD、WQ690D、WQ690E 、WQ700D、WQ700E、 Q690D、Q690E、A/SA533B、A/SA533C、SA514系列、SA514Q、SA514QF、SA514GrF、A514GrQ、A517GrQ、S690Q、S690QL、S890Q、S960Q、S960QL、WQ890D、WQ960C、WQ960D、WQ960E、WQ1100D/E等)鍋爐及壓力容器用鋼板,造船及采油平臺用鋼板,耐磨鋼,低合金高強度鋼板,高強度高韌性鋼板等。15CrMoR鋼板正規(guī)廠家")
鍍鋅板產(chǎn)品用途、技術(shù)指標(biāo)、性能及規(guī)格
鍍鋅鋼板帶鋼產(chǎn)品主要應(yīng)用于建筑、輕工、汽車、農(nóng)牧漁業(yè)及商業(yè)等行業(yè)。其中建筑行業(yè)主要用于制造防腐蝕的工業(yè)及民用建筑屋面板、屋頂格柵等;輕工行業(yè)用其制造家電外殼、民用煙囪、廚房用具等,汽車行業(yè)主要用于制造轎車的耐腐蝕部件等;農(nóng)牧漁業(yè)主要用做糧食儲運、肉類及水產(chǎn)品的冷凍加工用具等;商業(yè)主要用作為物資的儲運、包裝用具等。
鍍鋅板技術(shù)指標(biāo)、性能、規(guī)格一覽表
熱鍍鋅鋼板(卷)表面處理15CrMoR鋼板正規(guī)廠家")
耐磨鋼板切割裂紋:鋼板切割裂紋類似于焊接時產(chǎn)生氫致裂紋,如果鋼板切邊產(chǎn)生裂紋,將會在切厚48小時至幾周內(nèi)才出現(xiàn)。因此,切割裂紋屬于延遲性裂紋,鋼板厚度和硬度越大,出現(xiàn)切割裂紋就越大。
預(yù)熱切割:鋼板切割裂紋有效的方法,就是在切割前進行預(yù)熱。在進行火焰切割前,鋼板通常都要預(yù)熱,其預(yù)熱溫度高低主要取決于鋼板質(zhì)量等級和板厚,見表2.預(yù)熱方法可采用火焰燒槍、電子加熱墊進行的,也可以使用加熱爐加熱。為確定鋼板預(yù)熱效果,應(yīng)在加熱點被面測試所需溫度。
注意:預(yù)熱特別注意,要使正個鋼板界面均勻受熱,以免接觸熱源的區(qū)域出現(xiàn)局部過熱現(xiàn)象。
低速切割:避免切割裂紋的另一種方法就是降低切割速度。如果無法進行整版預(yù)熱,則可以使用局部預(yù)熱法代替。使用低速切割方法防止切割裂紋,其可靠性不如預(yù)熱。我們建議切割前先對切割帶用火焰槍空泡幾趟進行預(yù)熱,預(yù)熱溫度達(dá)到100°C左右為宜。其 切割速度取決于鋼板等級和厚度.
特別說明:將預(yù)熱和低速兩種火焰切割方法結(jié)合使用,可以進一步降低切割裂紋的出現(xiàn)幾率。
切割后緩冷要求:無論對切割不見是否預(yù)熱,鋼板切割后的緩冷都會有效降低切割裂紋的風(fēng)險。如果切割后將其帶有溫?zé)岬牟灰娺M行堆放,使用隔熱毯將其覆蓋,也可以實現(xiàn)緩冷,緩冷要求冷卻到室溫。
切割后加熱要求:對于耐磨鋼板的切割,切割后立即采取加熱(低溫回火),也是切割裂紋的有效方法和措施。鋼板切厚通過低溫回火處理,可以有效切割參與應(yīng)力(低溫回火工藝;保溫時間安5min/mm)
對于切割后加熱的方法,也采用燃燒槍、電子加熱毯和節(jié)哀熱爐的加熱方式進行切割后的加熱。15CrMoR鋼板正規(guī)廠家")
常見缺陷
折疊邊裂缺陷
邊部出現(xiàn)的大型夾雜物富集是鋼板誘發(fā)邊裂的主要根源之一。由于薄板坯采用了漏斗型結(jié)晶器,結(jié)晶器內(nèi)部的流動、傳熱的不均勻程度和液面波動情況比傳統(tǒng)板坯連鑄時復(fù)雜,在澆鑄過程中往往會造成卷渣,一部分卷渣殘留在鑄坯表面形成表面夾雜,其中較大的夾雜顆粒在鑄坯邊部沉積,造成邊部大型氧化物夾雜的富集。
折疊氧化鐵皮壓入缺陷
未完全除凈的一次氧化鐵皮在隨后的軋制過程中被壓入板帶中造成板帶表面缺陷。二次除鱗水未開等原因是造成二次氧化鐵皮壓入缺陷產(chǎn)生的關(guān)鍵。缺陷跟蹤結(jié)果表明,氧化鐵皮壓入缺陷在隨后的酸洗和冷軋過程中基本可以,對冷軋板基本不造成影響。
折疊表面缺陷
酸洗后冷軋前帶鋼表面的黑色線條狀缺陷。冷軋帶鋼表面缺陷主要來自熱軋基料缺陷,以熱軋板表面夾雜類缺陷為主,冷軋生產(chǎn)線自身產(chǎn)生缺陷的可能性很小。15CrMoR鋼板正規(guī)廠家")
