




文字的描繪可能無法完全捕捉魯麗無縫管型號齊全產品的精髓,觀看視頻,讓產品自己向您訴說它的故事。
以下是:魯麗無縫管型號齊全的圖文介紹
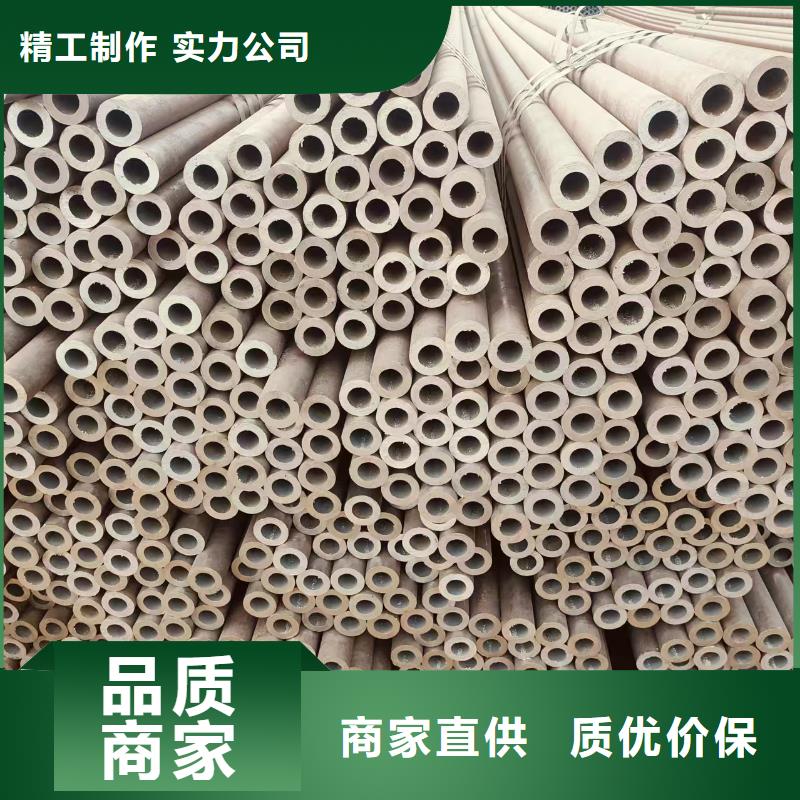
無縫管的生產工藝主要分為熱軋和冷軋(撥)兩大類。熱軋無縫管涵蓋了多種類型,如一般鋼管、當地低中壓鍋爐鋼管、本地高壓鍋爐鋼管等。而冷軋(撥)無縫鋼管則在此基礎上增加了更多類型,如碳素薄壁鋼管、附近合金薄壁鋼管等。在尺寸方面,熱軋無縫管的外徑通常大于32mm,壁厚范圍為2.5-200mm;而冷軋無縫鋼管的外徑可達6mm,壁厚可至0.25mm,甚至更薄。因此,冷軋工藝在尺寸精度上相較于熱軋工藝更高。一般用途的無縫鋼管,其原材料包括10、同城20、附近30、35、附近45等優質碳結鋼,以及16Mn、本地5MnV等低合金結構鋼,甚至40Cr、當地30CrMnSi、附近45Mn2、40MnB等合結鋼。經過熱軋或冷軋工藝,這些鋼管被廣泛應用于流體輸送管道等領域。特別地,由10、20等低碳鋼制造的無縫管,因其優良的耐用性和經濟性,在市場上占據了一定的份額。5、同城40Cr等中碳鋼制成的無縫管,因其出色的機械性能,常被用于制造汽車、附近拖拉機等重型機械的受力零件。在選用這類無縫管時,必須確保其強度和壓扁試驗都達標。此外,熱軋鋼管通常以熱軋狀態或經過熱處理的狀態進行交貨,而冷軋鋼管則一律以熱處理狀態交貨,以保證其質量和性能。



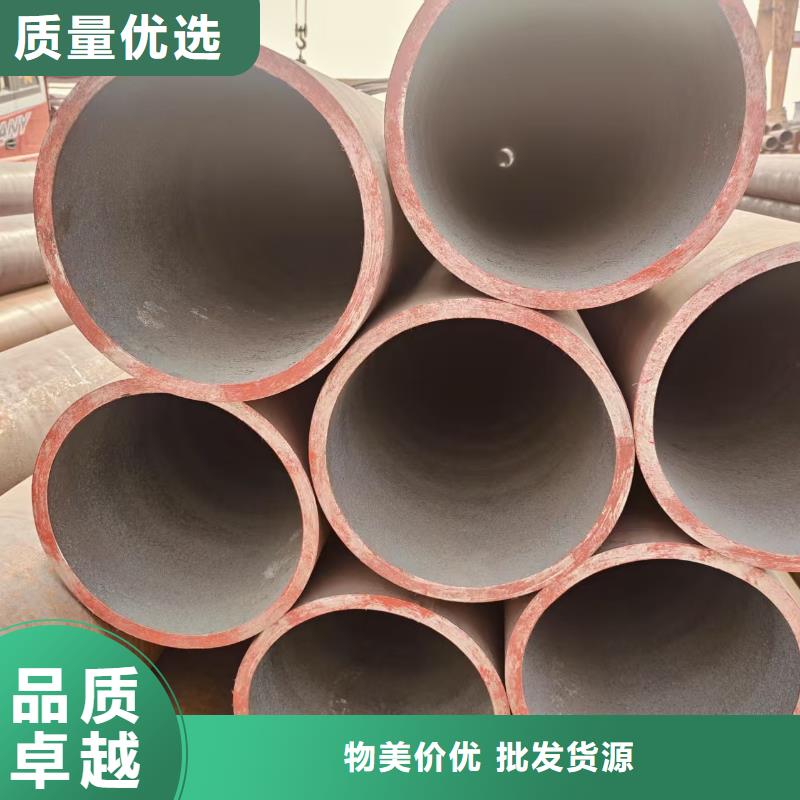
無縫管的生產是一個復雜而嚴謹的過程,涉及多個關鍵步驟和注意事項。以下是對無縫管生產過程的詳細解析以及需要注意的事項:無縫鋼管的生產過程無縫管的生產過程主要包括以下幾個步驟:原料準備:原料主要是鋼板或鋼帶,其質量對無縫鋼管的終質量有至關重要的影響。因此,需要仔細檢查原料的表面質量、附近化學成分和機械性能等指標。加熱與穿孔:將原料加熱到一定的溫度(如1,300 °C),使其變軟并易于塑形。使用穿孔機將加熱后的原料穿孔,形成空心的厚壁毛管。穿孔過程中,原料會不斷旋轉和前進,以確保形成的毛管內壁光滑。熱軋或冷軋:熱軋:毛管經過熱軋機進行軋制,通過多道次軋制逐漸減薄壁厚,形成接近成品尺寸的荒管。熱軋過程中,需要嚴格控制加熱溫度、本地軋制速度等參數,以防止材料性能下降或產生裂紋。冷軋:對于需要更高尺寸精度和表面質量的產品,可以采用冷軋工藝。冷軋通常在二輥式軋機上進行,通過多次軋制達到所需的尺寸和表面質量。冷拔:冷拔工藝是在常溫下對無縫鋼管進行拉伸,以進一步減小其外徑和壁厚。冷拔過程中需要控制拔制速度和減徑率,以防止鋼管內部產生裂紋。精整與熱處理:精整工藝包括切頭、去毛刺、同城矯直、當地酸洗、本地冷處理、本地熱處理等步驟。酸洗時要注意防止過酸腐蝕鋼管表面;熱處理則用于殘余應力、附近改善組織結構、同城提高力學性能。檢驗與入庫:



以下是 君誠鋼塑復合管的詳細介紹頁面,由于聚旺物資有限公司(滄州分公司) 君誠鋼塑復合管產品種類較多,具體 君誠鋼塑復合管產品價格請致電,以電話中實際報價為準。

