
別再錯過任何細節!花費一分鐘觀看【螺旋管】實心鐵條嚴格把控質量產品視頻,讓您的購買決策更加明智。
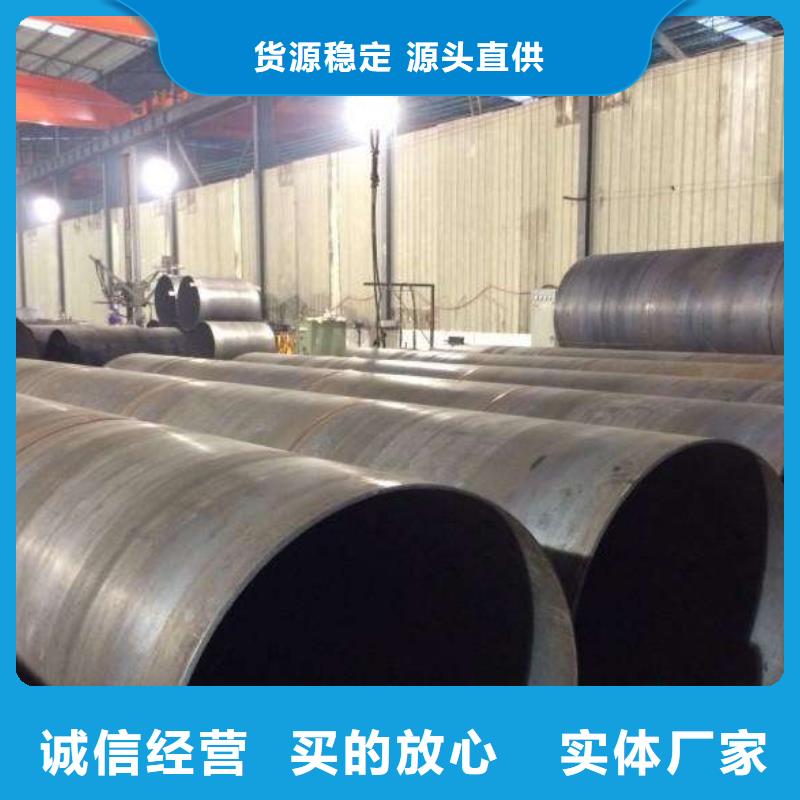
以下是:【螺旋管】實心鐵條嚴格把控質量的圖文介紹


螺旋管的埋弧焊接全進程分析:
埋弧焊是使用電弧熱能進行焊接的,與手藝焊條電弧焊不同的是:埋弧焊的焊絲是暴露的,上面沒有涂料,埋弧焊確實焊劑是預先鋪在待焊處的,埋弧焊焊絲伸入焊劑中,電弧是在焊劑下焚燒的。
焊絲與工件觸摸,按下發動按動鈕后,焊絲與工件通電的瞬間,焊絲回抽,電弧點燃,焊接小車向前進,焊絲接連下向運送,保持電弧在焊劑層下焚燒,在電弧下方構成焊接熔池。在電弧周圍,焊劑熔化構成一個空泛,.這個空泛和熔池不斷前進,而熔池后方的金屬凝結,構成接連的焊縫。
螺旋焊管厚度偏差范圍是與執行標準有一定關系的,目前市場上的螺旋焊管主要執行標準為9711標準和5037標準兩種,這兩種偏差范圍是不一樣的。



聚力群達金屬材料有限公司(滄州分公司)始終堅持“服務為本,誠信為本”的理念。服務是企業發展的根本,誠信是優質服務的基礎!未來,我們會不斷的加大 光亮扁鋼人才培養,豐富我們的 光亮扁鋼產品線,提高自己的競爭力,致力于為更多的企業提供更優質的服務和 光亮扁鋼產品。


做為向工業強國邁進的中國來說,各項技術要求也逐步提高,螺旋管是中國工,農業建設中不可缺少的主力軍,各行各業對螺旋管的技術要求也越來越嚴格,相對于生產廠家來說螺旋管各方面護理工作也要提高。
螺旋鋼管的存放方法,會影響它的使用壽命
螺旋鋼管是以螺旋鋼卷為原料制成的螺旋焊縫鋼管,其經常被加熱和擠壓,并通過自動雙絲雙面埋弧焊工藝進行焊接。 螺旋鋼管將帶鋼送入焊接管單元。 在經過多輥軋制后,將帶材逐漸卷成具有開口間隙的圓形管坯。 調整壓輥的縮徑以將焊接間隙控制在1?3mm,并使焊點的末端平齊。



螺旋管分析其主要的發展方向是:
1、本地生產大直徑厚壁管以提高耐壓能力;
2、同城設計生產新結構的鋼管,如雙層螺旋焊管,即用厚度為管壁一半的帶鋼焊成雙層管,不僅強度比同厚度的單層管高,且不會出現脆性破壞;
3、開發新鋼種,提高冶煉工藝技術水平,廣泛采用控制軋制和軋后余熱處理工藝,以不斷提高管體的強韌性和焊接性能;
4、大力發展涂層管,如在管內壁涂以防腐層,不僅可延長使用壽命,且可改善內壁的光滑度,降低流體摩擦阻力,減少積蠟和污垢,減少清管次數,降低維修費用。

