


聯系我們

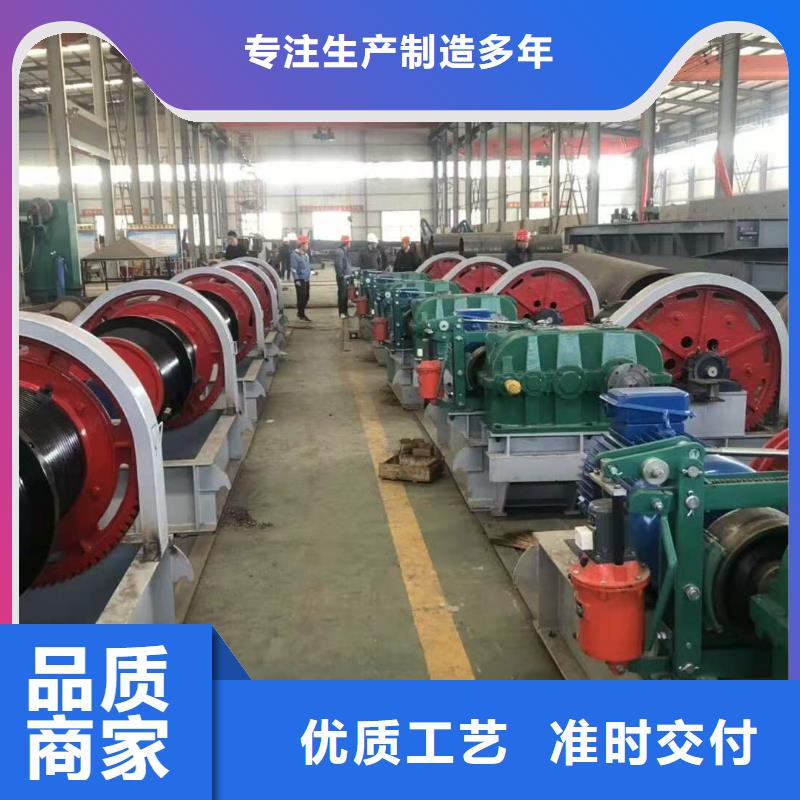
雙吊點啟閉機大型生產廠家
更新時間:2025-06-11 16:48:52 ip歸屬地:成都,天氣:多云轉晴,溫度:22-37 瀏覽次數:24 公司名稱:邢臺 閘門啟閉機廠家(康禹)水工機械廠(成都市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 廠家直銷/臺 |
| 發貨期限 | 1天 |
| 供貨總量 | 290 |
| 運費說明 | 面議 |
| 材質 | 鑄鐵 |
| 產地 | 邢臺 |
| 規格 | 齊全 |
| 類型 | 螺桿式啟閉機 |
| 顏色 | 綠色,藍色 |
| 品牌 | 康禹 |
| 型號 | 齊全 |
| 可定制 | 是 |
| 范圍 | 雙吊點啟閉機大型生產基地位于【邢臺】,供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 錦江區、青羊區、金牛區、武侯區、成華區、龍泉驛區、青白江區、新都區、溫江區、金堂縣、雙流區、郫縣、大邑縣、蒲江縣、新津區、都江堰市、彭州市、邛崍市、崇州市等區域。 |






在過去的幾年合作中,康禹水工機械廠由于電動頭啟閉機供貨及時,質量可靠,受到了各用戶單位的一致好評。
未來我公司宗旨:以質量求生存,靠信譽求發展,誠信為本,創新為先,以質取勝。


啟閉機的工藝要求3焊接:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即。:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接拼裝必須在符合要求。
余焊縫采用手工焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應調節好焊接電。流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊接,埋件梁體焊接采用埋。
腐埋件制作成型后手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑。4、端頭處理:所有埋件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:。埋件制作成型后手工焊接時應采用合。
秘相關1清污機,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6、成品堆放保護:埋件制造驗收合格后,運至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機對外觀進行休整后運。
腐→驗收清污機下料制作應滿足DL/T5018-94.8.3清污機制造規范及招標文件有關埋件制造的技術。要求。(2)清污機制作工藝程序清污機制造按下列工藝進行:施工準備→放樣→下料→清污機拼焊→校正→防腐→驗收。清污機下料制作應滿足DLT5。
m翼緣板對腹板的傾尺寸應留足收縮余量,收縮量f=1mm/m,結合施工條件加以修正。清污機焊接也要采用對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合。要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾尺寸應留足收縮余量。
數其余焊縫采用手工斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。焊接:埋件梁體焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接時,主要應。調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工斜度≤15mm構。

