


產品詳細介紹


變形縫的類型:
1)熱鍍鋅冷軋鋼板變形縫。在中小型組裝式建筑的簡支橋上,梁的變形量在20-40mm以內常被采用。
2)鋼變形縫:其結構非常復雜,只能在溫差大的地區或跨度大的橋梁上選擇。鋼變形縫也應用于斜橋。
三)硫化橡膠變形縫。它以橡膠帶為跨縫原料。這種變形縫結構簡單,使用方便,效果非常好。在變形量大的大跨度橋上,可以選擇由硫化橡膠和厚鋼板組成的變形縫。



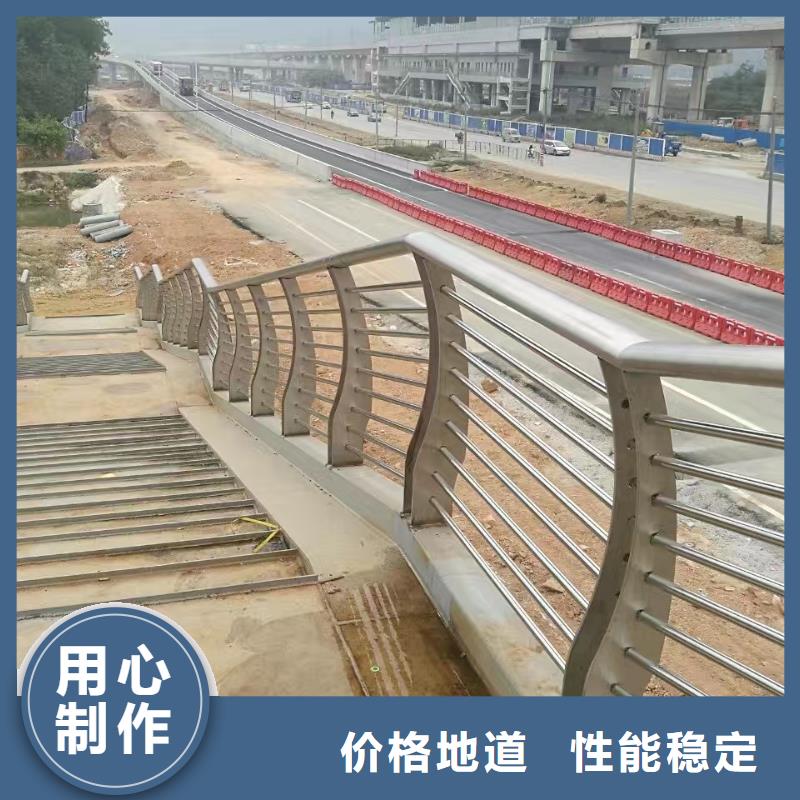
隨著大城市的發展趨勢,公路橋梁也時時可見,不銹鋼護欄作為公路橋梁的重要組成部分,對過往行人和汽車有著不可替代的養護作用,具有非常重要的影響。但是很多客戶對不銹鋼橋梁護欄的掌握僅僅停留在外觀上,對安裝施工技術不了解。今天我簡要地剖析一下不銹鋼橋梁護欄安裝時注意的事項。
生產流程:施工準備—施工放樣—下料—焊接安裝—磨削拋光—焊縫檢驗—拋光。
關鍵工程施工模式 的六大常見問題:
一是工程施工前應進行現場施工放樣,并測量各種桿件的長度和長度。
二是根據各種桿件的長度展開下料,預制件下料長度允許誤差為1毫米。
三是選擇合適的焊接加工工藝,焊絲直徑,焊接流速,焊接速度等,根據焊接加工工藝進行試驗驗證。
四、解決脫油除污:檢查焊接前的縫隙,拼裝縫隙是否符合規定,焊縫周圍是否定位焊是否牢固,油漬是否不能出現在焊縫周圍。否則應選用三氯丁二烯、苯、車用汽油、中性清洗劑或其它化學品用不銹鋼細毛刷進行清洗,必要時可用磨光機進行打磨和拋光,打磨金屬表面后再進行焊接。
五是焊接時應選用偏細的不銹鋼焊條(焊條),并采用較小的焊接電流。對接扣件的焊接點應牢固,焊縫應圓潤,焊縫金屬表面層 的焊波應均勻,不能有裂紋、焊瘤、焊疤、燒穿、弧坑和纖維出氣孔等缺陷,焊縫部位不能有飛濺。
六是對桿件進行焊接拼裝后,對沒有明顯凹坑或凸起非常大的焊縫的焊縫,可立即進行打磨。但是,對于焊縫上有凹凸不平的殘渣或非常大的焊珠,則用磨光機進行打磨和拋光,打磨后再進行拋光。打磨后一定要保證表面表面光滑、平滑,沒有明顯的焊接痕跡。

化學成分不銹鋼不銹鋼的耐蝕性隨含碳量的增加而降低,因此,大多數不銹鋼的含碳量均較低, 不超過1.2%,有些鋼的Wc(含碳量)甚至低于0.03%(如00Cr12)。不銹鋼中的主要合金元素是Cr(鉻),只有當Cr含量達到一定值時,鋼才有耐蝕性。因此,不銹鋼一般Cr(鉻)含量至少為10.5%。不銹鋼中還含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。不銹鋼的耐蝕性隨含碳量的增加而降低,因此,大多數不銹鋼的含碳量均較低, 不超過1.2%,有些鋼的Wc(含碳量)甚至低于0.03%(如00Cr12)。不銹鋼中的主要合金元素是Cr(鉻),只有當Cr含量達到一定值時,鋼才有耐蝕性。因此,不銹鋼一般Cr(鉻)含量至少為10.5%。不銹鋼中還含有Ni、Ti、Mn、N、Nb、Mo、Si、Cu等元素。
不銹鋼護欄


不銹鋼護欄欄桿。它不僅具有不銹鋼管的豪華美觀和現代氣息。又具有普通碳鋼管的堅韌性,是價昂不銹鋼管的替代品。它與鋼板立柱配合。做成城市、道橋等的欄桿,不僅牢固、大方,且可造型各異,給都市別一種亮麗風景線。產品特點1結構簡單、安裝方便,2整體穩定性十足,安裝完成后不會搖晃,3所有部件防銹處理。使用壽命長,4特別適合現代交通基礎安防設施。5免維護、褪色,橋梁公路河道景觀欄桿安防性能好。可受撞擊力度。可避免各種嚴重交通事故,防撞等級。面積小,對公路設施有優等的作用。 ,欄桿立柱說明材料材質由201、304、不銹鋼、Q235鋼板精制而成。 成型制造工藝的基本特征是將預加工好的薄壁不銹鋼管套入碳鋼管中,然后通過機械方法使不銹鋼管緊合在碳鋼管上,薄壁不銹鋼管有兩種途徑 一種是通過選擇規格的無縫不銹鋼管,通過旋壓的方法使之變薄,達到要求的外徑和厚度;另一種是用薄的不銹鋼板或鋼帶在專用的制管機上用tig焊接成直 縫或螺旋縫不銹鋼管,采用拉拔、脹接、旋壓和滾壓等方法使不銹鋼管緊合在碳鋼管上。其中拉拔和脹接為常用,拉拔是取兩根分別制成的無縫鋼管。將 一根套在另一根外面,然后將兩管通過一模具同時進行拉拔。從而實現緊密配合的機械結合,這種管的優點是生產工藝比較簡單。



鑫騰金屬制品有限公司(大同分公司)成立以來憑著嚴格的 【波形護欄】產品質量、合理的交易價格、優質的銷售服務、誠實的商業信譽、完善的銷售網絡及售后服務,在廣大 【波形護欄】客戶群體中贏得了口碑。公司全體員工將不懈努力,執著追求質量和品牌形象,奉行“質量是生命、服務是靈魂”的企業經營理念來滿足市場及客戶的需求。


不銹鋼復合管護欄在日子中的應用十分廣泛,咱們日常日子中的許多地方都離不開不銹鋼復合管護欄。咱們都知道不銹鋼復合管護欄的運用效果許多,可是卻不知道不銹鋼復合管護欄的制造工序,現在咱們大家就一起來簡略的了解一下。
一,概述
不銹鋼復合管護欄是由較厚的珠光體鋼(基體)與較薄的不銹鋼(復層)復合軋制而成的雙金屬板。基體主要是碳鋼和低合金鋼,如:Q235、20、20g、20R、09Mn2、15MnTi、16Mn、16MnR、14Cr1MoR、15CrMoRH等,復層多為耐蝕性好的不銹鋼,如:1Cr18Ni9Ti、0Cr18Ni9Ti、1Cr18Ni12Mo2Ti、0Cr18Ni12Mo2Ti、1Cr18Ni9、0Cr13、Cr23Ni28Mo3Cu3Ti等。
不銹鋼復合管護欄的底層與復層交界處的焊接屬異種鋼焊接,其焊接性主要取決于復層和底層的物理性能、化學性能、接頭方式及填充金屬種類,常發作高溫結晶裂紋、推遲裂紋和脆化問題。焊接的辦法有:焊條電弧焊、埋弧焊、CO2氣體維護焊等,現在常用氬弧焊焊接復層、焊條電弧焊焊接底層。為了確保復合鋼板不失去原有的綜合性能,底層與復層有必要別離進行焊接;底層的焊接工藝與珠光體相同,復層的焊接工藝與相應的不銹鋼相似,而底層與復層交界處的異種金屬焊接是關鍵。
二,焊前預備
1,不銹鋼復合管護欄的切開,一般總厚在12mm以下時,選用機械剪切合冷沖壓加工等方,加工時復層有必要向下底層向上,不能損傷復層外表和結合處;在底層和復層都較厚的情況下,可選用等離子切開(從復層側開始切開)和氧-乙炔火焰切開(從基體側開始,氧壓和割速要比同厚的碳鋼板小,但割嘴稍大些)。
2,不銹鋼成形制造,要盡或許實行常溫冷態彎曲成形,不能在滾床或壓床進行急劇彎曲,要逐段緩慢加工成形;如果需求熱加工成形的話,首先要清洗工件外表油污及雜質,運用弱氧化性演加熱工件,以防增碳現象;關于低碳鋼基體可以空冷,對低合金鋼基體要進行保溫緩冷。加熱溫度在700~850℃。
3,坡口制造,制造坡口時一般薄件可選用Ⅰ形坡口,較厚的可選用V形、U形、X形、V和U聯合形等方式的坡口。一般盡或許選用X形坡口雙面焊,先焊底層,再焊過度層,終焊復層,以確保焊接接頭具有較好的耐蝕性。當焊接方位受到限止,只能選用單面焊時,可選用V形坡口,先焊復層,再焊過度層,終焊底層,焊接時盡量使復層中少熔入底層成分。
不銹鋼護欄


