您的位置>首頁 >阜陽本地熱動態 >
承壓保溫水箱擇優0.6-1.0Mpa
更新時間: 2025-05-30 15:58:04 ip歸屬地:阜陽,天氣:晴轉陰,溫度:18-31 瀏覽次數:9
以下是:承壓保溫水箱擇優0.6-1.0Mpa的產品參數
| 產品參數 |
|---|
| 產品價格 | 0/噸 |
|---|
| 發貨期限 | 3天 |
|---|
| 供貨總量 | 888888 |
|---|
| 運費說明 | 待定 |
|---|
| 小起訂 | 1 |
|---|
| 質量等級 | AAAA |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | sus304 |
|---|
| 產品品牌 | 輝煌 |
|---|
| 發貨城市 | 隨地 |
|---|
| 加工定制 | 是 |
|---|
| 產品顏色 | 白 |
|---|
| 質保時間 | 三年 |
|---|
| 工作溫度 | 100° |
|---|
以下是:承壓保溫水箱擇優0.6-1.0Mpa的圖文視頻
導讀 承壓保溫水箱擇優0.6-1.0Mpa,煌供水設備(阜陽市分公司)為您提供承壓保溫水箱擇優0.6-1.0Mpa,聯系人:袁經理,電話:【15050511252】、【15050511252】,請聯系煌供水設備(阜陽市分公司),發貨地:經濟開發區。 安徽省,阜陽市 “阜陽”二字來自于東漢時期境內的阜陽侯國,已有1900多年歷史。阜陽擁有長三角和中原城市群“雙橋頭堡”的區位優勢,戰略交匯疊加,被確定為長三角一體化和中部地區高質量發展區域重點城市、淮河生態經濟帶和中原城市群區域性中心城市。2023年,被評為三線城市,阜陽的代表文化是淮河文化,是甘羅、管仲、鮑叔牙、呂蒙、劉福通的故里,晏殊、歐陽修、蘇軾曾在此為官。潁州西湖歷史上曾與杭州西湖齊名,潁上縣八里河風景區為5A級風景區、阜陽生態園和迪溝生態旅游風景區均為4A級風景區。阜陽剪紙、潁上花鼓燈、界首彩陶、阜南柳編等列入非物質文化遺產名錄,阜南縣出土的商代青銅器龍虎尊被列為中國十大國寶青銅器之一。
為了展現承壓保溫水箱擇優0.6-1.0Mpa產品的優勢,我們呈現了制作的產品視頻。幾分鐘的沉浸,將讓您對這款產品有更深入的了解。
以下是:承壓保溫水箱擇優0.6-1.0Mpa的圖文介紹

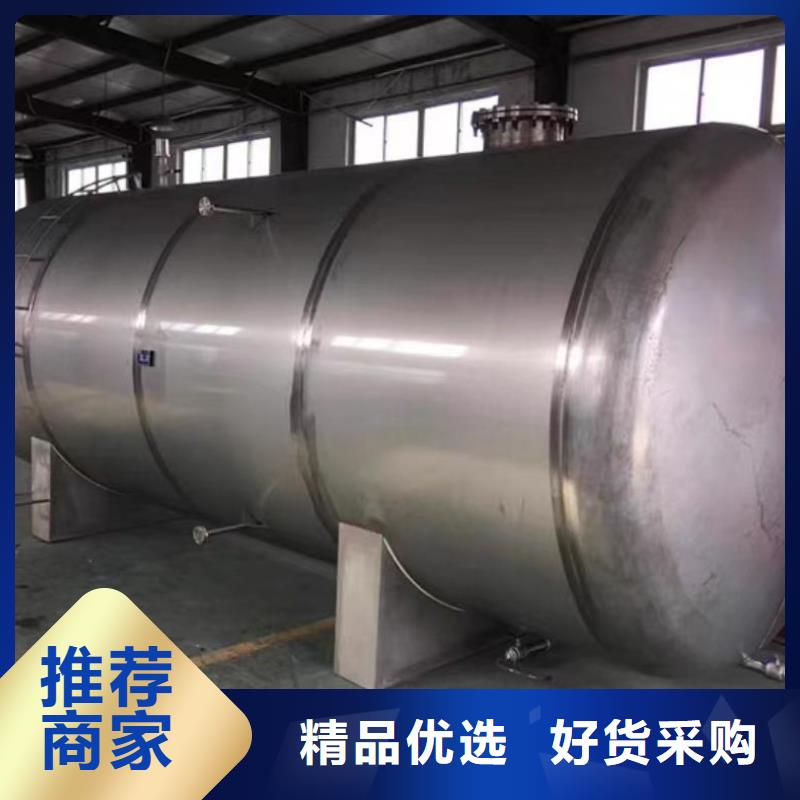
承壓保溫水箱施焊前,應坡口及其母材兩側表面20mm范圍內的氧化物、附近油污、附近熔渣及其他有害雜質。3.3.6、附近焊縫表面不得有裂紋、附近氣孔、附近弧坑和飛濺物,對不銹鋼類焊縫施焊時應在兩側涂 以防飛濺。3.3.7、附近焊縫同一部位的返修次數不宜超過兩次。如超過兩次須由質量保證工程師批準。要求焊后熱處理的容器,一般應在熱處理前進行返修,若在熱處理后返修,補焊后應作必要的熱處理。3.3.8、附近應在規定的部位打上焊工鋼印。對有防腐要求的不銹鋼壓力容器,不得在防腐面采用硬印作為識別標記。3.3.9、附近受壓元件之間或受壓元件與非受壓元件組裝時的定位焊,若保留成為焊縫金屬的一部份,則應按受壓元件的焊縫要求施焊。


筒節成型:承壓保溫水箱
2.4.1、同城板料卷制前應對可能產生直邊的部位進行予彎,用弧長不小于300mm的樣板檢驗并校正。
2.4.2、同城筒節采用卷板機卷制成形,卷時應多次下壓來回滾動,緩慢構成筒節,使各點弧度一致。
2.4.3、同城對直徑較大的筒節,應考慮分段卷制,并做好臨時支撐以防變形。
鋼板厚度mm 6 8 10 12 ≥14
縱縫錯邊量mm 1.5 2 2.5 3 3



11年來,煌供水設備(阜陽市分公司)一直堅定不移地致力于“向用戶提供各種各樣的 不銹鋼冷水箱產品,其 不銹鋼冷水箱產品質量超過了國際標準。今年公司投入大量資源,通過先進的生產設備、和測試設備,建立新工廠,提高標準和定制 不銹鋼冷水箱產品的生產效率。也保證了每一道工序的科學性。在未來,我們正努力成為全球客戶喜愛的品牌,并始終堅持以“創新和綠色邏輯”為核心的核心經營戰略。



總結 承壓保溫水箱擇優0.6-1.0Mpa,煌供水設備(阜陽市分公司)專業從事承壓保溫水箱擇優0.6-1.0Mpa,聯系人:袁經理,電話:【15050511252】、【15050511252】,發貨地:經濟開發區,以下是承壓保溫水箱擇優0.6-1.0Mpa的詳細頁面。