您的位置>首頁 >廣州本地今日新聞 >
球墨鑄鐵QT450鑄鐵棒批發商
更新時間: 2025-06-27 19:03:41 ip歸屬地:廣州,天氣:中雨轉雷陣雨,溫度:25-31 瀏覽次數:11
以下是:廣東省廣州市球墨鑄鐵QT450鑄鐵棒批發商的產品參數
| 產品參數 |
|---|
| 產品價格 | 5.6元/kg |
|---|
| 發貨期限 | 當天發貨 |
|---|
| 供貨總量 | 88888 |
|---|
| 運費說明 | 議定 |
|---|
| 小起訂 | 5 |
|---|
| 質量等級 | 國標 |
|---|
| 是否廠家 | 廠家 |
|---|
| 產品材質 | 鑄鐵棒 |
|---|
| 產品品牌 | 億錦 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 山東 |
|---|
| 產品名稱: | 鑄鐵型材 |
|---|
| 生產工藝: | 水平連鑄 |
|---|
| 產品優勢: | 無氣孔/無砂眼 |
|---|
| 產品用途: | 機械加工/精密制造 |
|---|
| 產品價格: | 5.6元/公斤 |
|---|
| 范圍 | 球墨鑄鐵QT450鑄鐵棒供應范圍覆蓋廣東省 廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 荔灣區、越秀區、海珠區、天河區、白云區、黃埔區、番禹區、花都區、南沙區、蘿崗區、增城區、從化區等區域。 |
|---|
以下是:廣東省廣州市球墨鑄鐵QT450鑄鐵棒批發商的圖文視頻
導讀 【億錦】持續拓展產品矩陣,現有珠海20mn23alv鋼板銷售、汕頭20mn23alv鋼板生產廠家、江門鍋爐容器板價格、河源【q550高強板】、陽江20mn23alv鋼板價格、揭陽球墨鑄鐵棒、云浮【耐磨鋼板】、黃埔【耐候鋼板】、花都彈簧鋼帶廠等,滿足不同場景需求。球墨鑄鐵QT450鑄鐵棒批發商,億錦天澤鋼鐵(廣州市分公司)yjtz2576-42專業從事球墨鑄鐵QT450鑄鐵棒批發商,聯系人:邢濤,電話:【0635-5083939】、【18954456733】,供應服務范圍覆蓋:廣東省 廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 荔灣區、越秀區、海珠區、天河區、白云區、黃埔區、番禹區、花都區、南沙區、蘿崗區、增城區、從化區,以下是球墨鑄鐵QT450鑄鐵棒批發商的詳細頁面。 廣東省,廣州市 廣州市地處中國華南地區、珠江下游、瀕臨南海,地理坐標介于東經112°57′~114°3′、北緯22°26′~23°56′之間,屬南亞熱帶季風氣候,氣候溫和,海洋性氣候特征顯著。廣州市為丘陵地區,地勢東北高西南低,背山面海,北部是丘陵山區,東北部為中低山地,中部是丘陵盆地,南部為沿海沖積平原。
億錦天澤鋼鐵有限公司


由于在熔煉中加入了一定量的增S劑,鐵水中Mn含量積累達到一定程度,就會導致鐵水含S量超出鑄件自身正常凝固結晶的要求,從而產生此類缺陷。對策:停止加入增S劑,調整Mn的含量,保證HT300灰鐵的五元素的正常含量,調整后,缺陷全部。
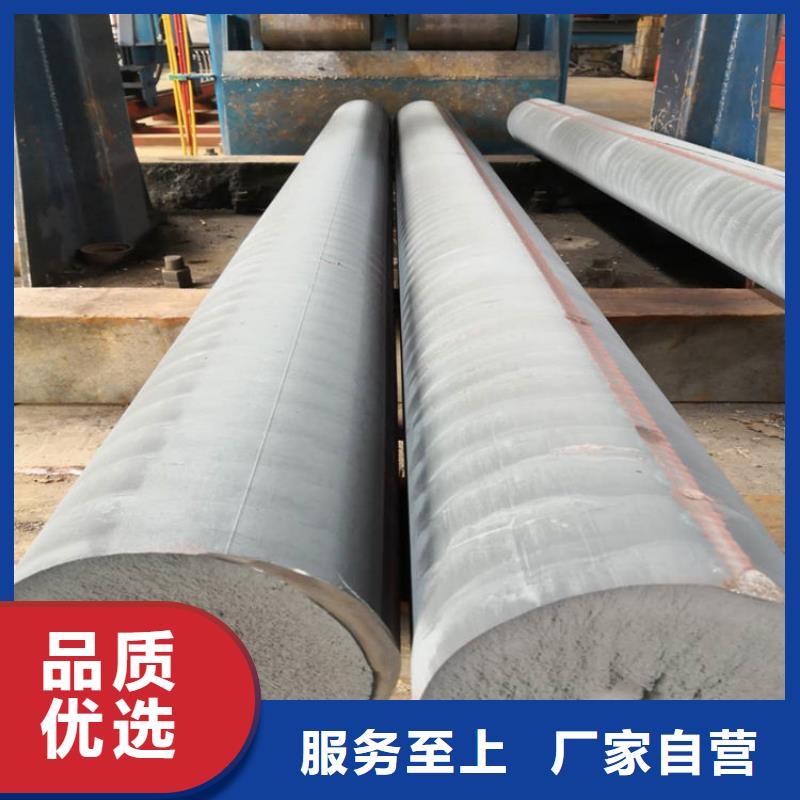
鑄鐵型材在重工業中需求量大,被廣泛應用于交通運輸、機床、印刷、農業機械等支柱行業。拉坯工藝參數設置是鑄鐵型材生產中的關鍵環節,設置不合理會導致拉漏、拉斷等生產事故和產生表面裂紋等鑄造缺陷。現有鑄鐵型材生產企業拉坯工藝參數控制技術參差不齊,尚無完整的理論體系。對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。鑄鐵材料中的化學成分對其石墨化有影響,我們知道在鑄鐵中含Si、MnP等元素,其中碳元素和硅元素可以促進鑄鐵的石墨化,但是硫元素會阻礙鑄鐵型材的石墨化,其影響力和其在鑄鐵中的含量有很大的關系,同時不同元素之間可能會產生一定發的聯系,這都會對鑄鐵的石墨化造成影響,整個過程是極為復雜的。

公司優勢:
(1) 工藝技術、成套設備具有完全知識產權,有強大的自主研發能力;
(2) 擁有意大利產F20光譜儀、德國產Quik-Lab熱分析儀、4XC金相顯微鏡、拉伸試驗機、理化分析等先進的檢測儀器設備;
(3) 沖天爐/中頻電爐雙聯熔煉保證鐵水品質穩定,成分控制更加準確;

(4) 擁有有5項 發明 ,多項技術國內獨有、全國首創;
(5) 電力充沛、生產穩定、管理嚴謹、檢測手段完善;
(6) 擁有大小四條連鑄生產線,具有單班年產萬噸優質鑄鐵型材的能力,是國內品種多,規格全的專業制造商;
(7) φ30mm以下小直徑鑄鐵棒 ;
(8) DZSL大中截面鑄鐵水平連鑄生產技術及成套設備國內首創, 可生產直徑600mm的連鑄鑄鐵型材。

采用新型蓋包法球化處理裝置、瞬時孕育技術和低鎂低稀土球化劑、高鈣鋇孕育劑、硫氧孕育劑等可以有效避免球化衰退改善球化效果增加石墨球數量和石墨化自膨脹效果.通過以上技術措施生產了-40℃低溫V型缺口沖擊值穩定在12 J以上的齒輪箱、抱軸承蓋等低溫高韌性球墨鑄鐵型材.
球墨鑄鐵型材厚大部位在特定情況下易產生一種條帶狀灰斑缺陷該缺陷會顯著降低材料的硬度.通過掃描電鏡(SEM)和能譜分析(EDS)等方法對異常灰斑的金相組織和區成分進行了分析對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。
所獲得拉坯工藝參數能夠用于實際生產系統,實現高質量、率的鑄鐵型材水平連鑄拉坯生產。,這就要求它們有高的強度、塑性、韌性、耐磨性、耐機械沖擊、耐高溫或低溫、耐腐蝕性以及良好的尺寸穩定性等。球墨鑄鐵大量取代了可鍛鑄鐵、鑄鋼和灰口鑄鐵,已經發展成為一種重要的工程材料。


總結 選購球墨鑄鐵QT450鑄鐵棒批發商來廣東省廣州市找億錦天澤鋼鐵(廣州市分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:邢濤-【18954456733】,地址:[開發區鳳凰工業園]。