




 果洛數控鋸鋼筋水鋸床商家優選
果洛數控鋸鋼筋水鋸床商家優選
數控車床可分為臥式和立式兩大類。臥式車床又有水平導軌和傾斜導軌兩種。檔次較高的數控臥車一般都采用傾斜導軌。按刀架數量分類,又可分為單刀架數控車床和雙刀架數控車,前者是兩坐標控制,后者是4坐標控制。雙刀架臥車多數采用傾斜導軌。
金屬帶鋸床的分類:
根據結構分為臥式金屬帶鋸床、立式金屬帶鋸床、臥式又分為剪刀式、雙立柱、單立柱式帶鋸床; 根據使用情況分為手動型(經濟型手動送料手動切割物料)、自動型; 根據使用控制器的自動化程序可分為手動型(半自動手動送料)全自動型(自動送料自動切割); 根據切割角度要求分為角度鋸床(能鋸切角度90度45度)無角度即90度垂直切割。
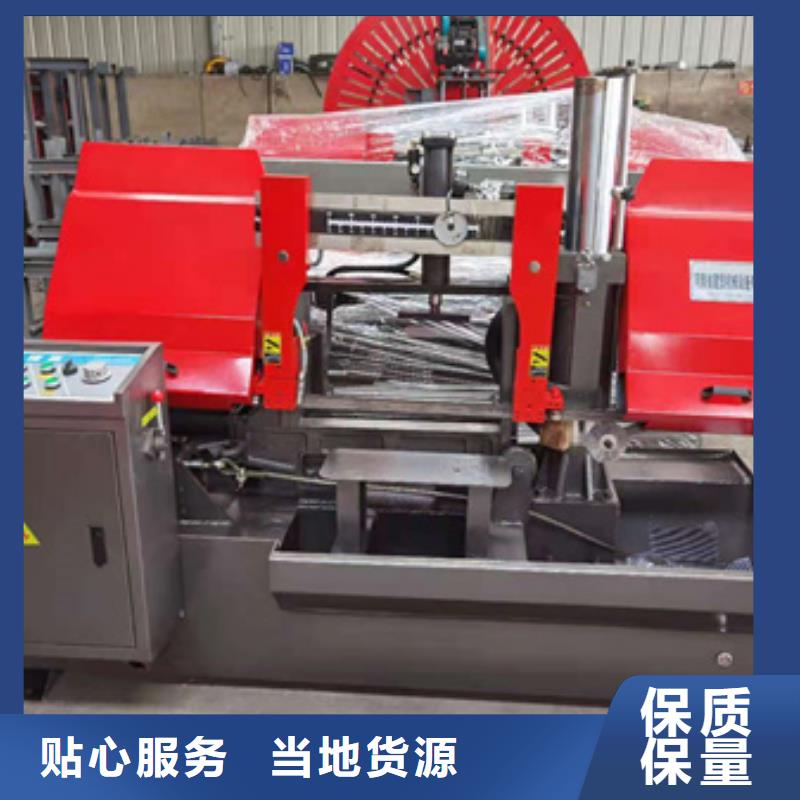
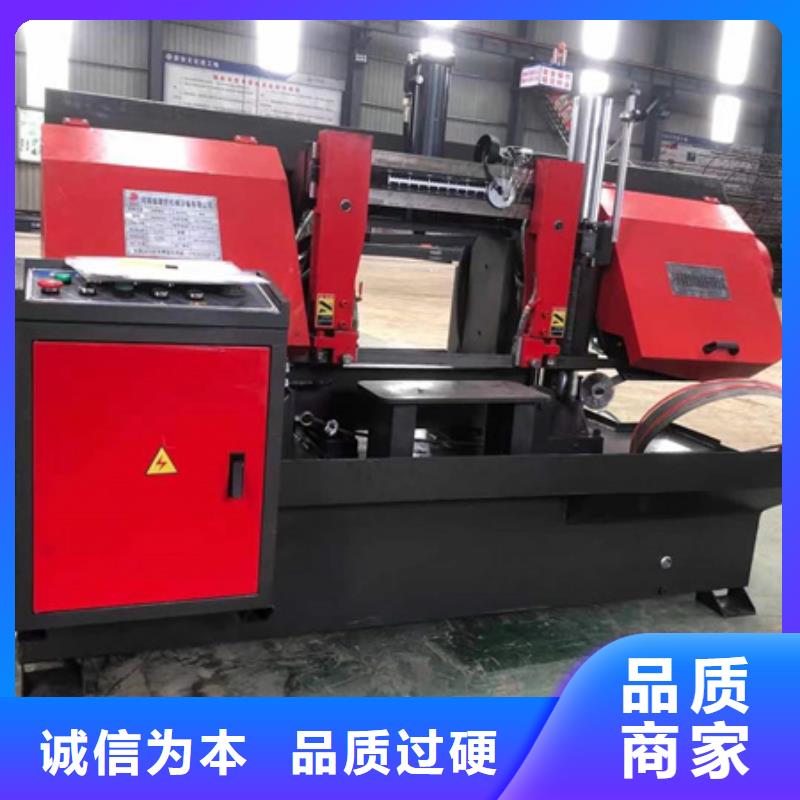
金屬帶鋸床主要部件有:底坐;床身、立柱;鋸梁和傳動機構;導向裝置;工件夾緊;張緊裝置;送料架;液壓傳動系統;電氣控制系統;潤滑及冷卻系統。
 4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。
4、結構布局合理,使用維 修 方便,是中、小型材料鋸切節能的理想設備。鋸床帶鋸條的常見疑問因操作不妥形成的要素:1.初始進刀把握失控,鋸帶沒有緩慢平穩的接觸工件,鋸帶迅速降低沖擊切削,形成齒尖剎那間超負載崩齒。2.操作時因為大意行事,致使工件未夾緊或夾緊的工件并不可靠,鋸切時工件發作松動或振蕩狀,鋸齒在不確定的外力作用下被迫打齒。3.安裝鋸帶不到位,鋸帶背部磨爬鋸輪的止口邊際,使鋸帶反常作業。4.新鋸帶不進行正常磨合就高速切削,且進給量過大,形成崩拉齒,這種景象在操作中是對比遍及的疑問,應當倍加留意。
主要包括:機械設備的資產管理、機械設備的狀態管理、動力設備與能源管理、機械設備的更新改進、現代管理方法在設備管理中的應用。 鋼筋帶鋸床故障 :鋸切時產生尖叫 :1:鋸帶速度過快或進給量偏大。2:冷卻液選擇不當或配比不合。3:導向塊過緊。4:材料中有硬塊。5:鋸條齒輪不符。? 排除措施:1:降低速度或進給量。2:更換冷卻液。3:調整導向塊間隙。4:將工件轉動一定的角度再重新切削。5:重選齒輪。? 故障: 鋸料傾斜:1:鋸齒選擇不當。2:導向臂調整不當臺面或鉗口不垂直。3:導向塊間隙太大。4:鋸條分齒不對稱。5:鋸帶張緊度不夠。6:進給量太大。? 排除方法:1:選用合適鋸帶。2:重新調整導向臂。3:調整導向塊間隙。4:更換合格鋸帶。5:提高張緊力。6:降低進給量。? 故障:鋸帶悶車打滑或中斷切削:1:進給量太大。2:過載保護過載量小。排除方法:1:降低進給量。2:調大過載量。
 jmc
jmc
1.數控帶鋸床系列適用于大批量同規格材料鋸切,設備切斷速度快、、穩定、節能、節材。可配備小料成束裝夾裝置。
2.設備具有手動、全自動和急停功能,液壓進給工作,無級調速,液壓夾緊工作,自動停機,斷帶停機保護裝置。
3. 人機界面取代傳統控制面板功能,數字設定,指示燈等,隨時顯示系統狀態,操作指示,參數設定;所有設定全部可以在人機界面對話框完成,所有息中文顯示,操作極為簡便。
4. PLC可編程控制器,設定鋸切全過程的自動程序。
5.送料長度采用光柵尺控制,送料長度誤差<0.2mm;可一次設置五組鋸切參數。
6.可根據客戶要求增加帶轉角功能。
建貿機械設備有限公司
