
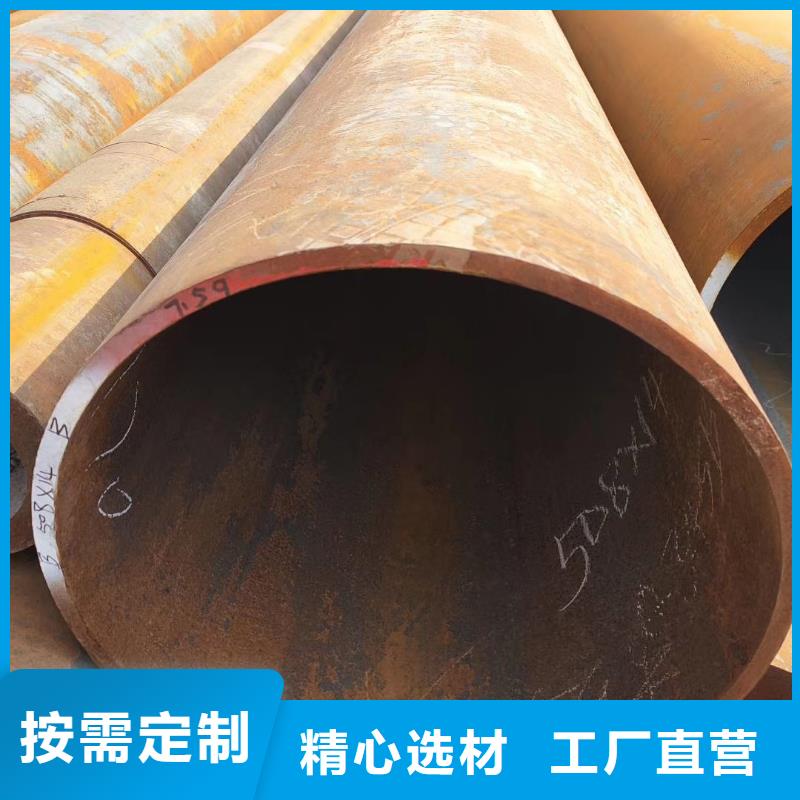


哈爾濱16mn大口徑方管成型方法
<哈爾濱>杰達通鋼管成立于2015年,主要經營哈爾濱無縫鋼管,可根據客戶的要求進行哈爾濱無縫鋼管生產、配送、售后等服務,為企業提供有質量保證、價格優惠的哈爾濱無縫鋼管產品, 誠信經營、質量為本、互利共贏是我司的宗旨,俗話說得好“誠信贏天下”,我司秉承誠信經營,把控質量,和企業共同成長的理念和價值觀,攜手同行和企業,建立長期的合作伙伴關系,共同為建設美好的中國出一份力量。 我們的團隊是一支有責任心、有效率、陽光、團結的團隊,公司的發展離不開員工,我司將堅持提高員工的福利,讓全體員工實現人生價值,共同成長。 我們的目標是讓公司成為極具影響力的哈爾濱無縫鋼管服務商。



哈爾濱16mn大口徑方管成型方法
哈爾濱無縫鋼管不均主要表現為螺旋狀壁不均、直線狀壁厚不均及頭尾部壁厚偏厚、偏薄等現象。詳細為:螺旋狀壁厚不均成因是:穿孔機軋制中心線不正、兩軋輥的傾角不等或頂頭前壓下量太小等調整緣由形成的壁厚不均,普通沿鋼管的全長呈螺旋狀散布。首要方法是調整穿孔機軋制中心線,使兩軋輥的傾角持平,按軋制表給定參數調整軋管機。
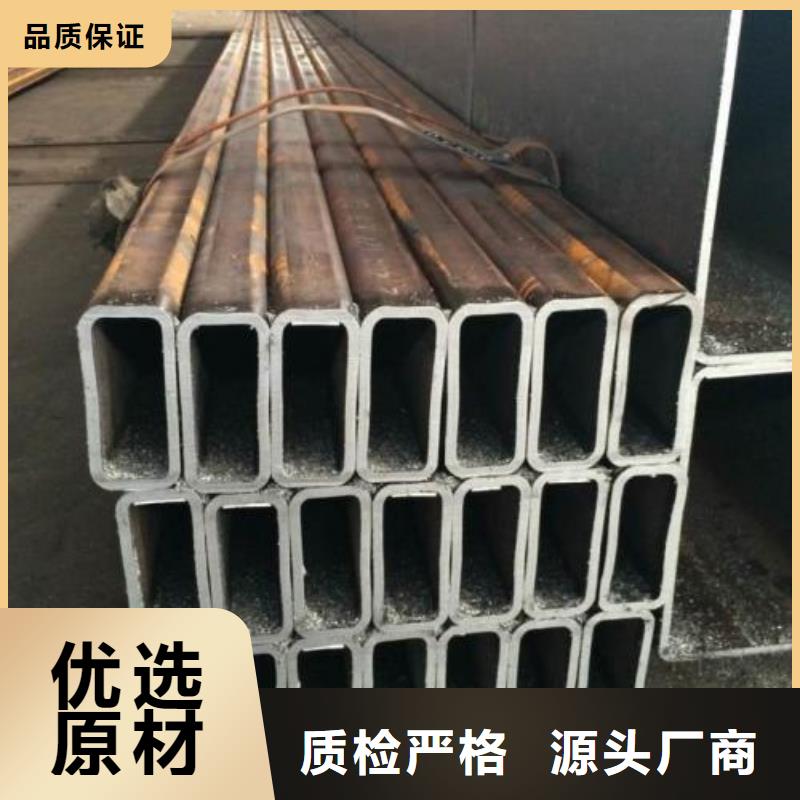
直線狀壁厚不均成因:芯棒預穿鞍座高度調整不適宜,芯棒預穿時接觸到某一面的毛管,致使毛管在接觸面上溫降過快,形成壁厚不均以至拉凹缺陷。連軋軋輥空隙過小或過大。軋管機中心線誤差。單、雙機架壓下量不均,會構成法蘭單機架方向超薄(超厚)、雙機架方向超厚(超薄)的直線型對稱誤差。
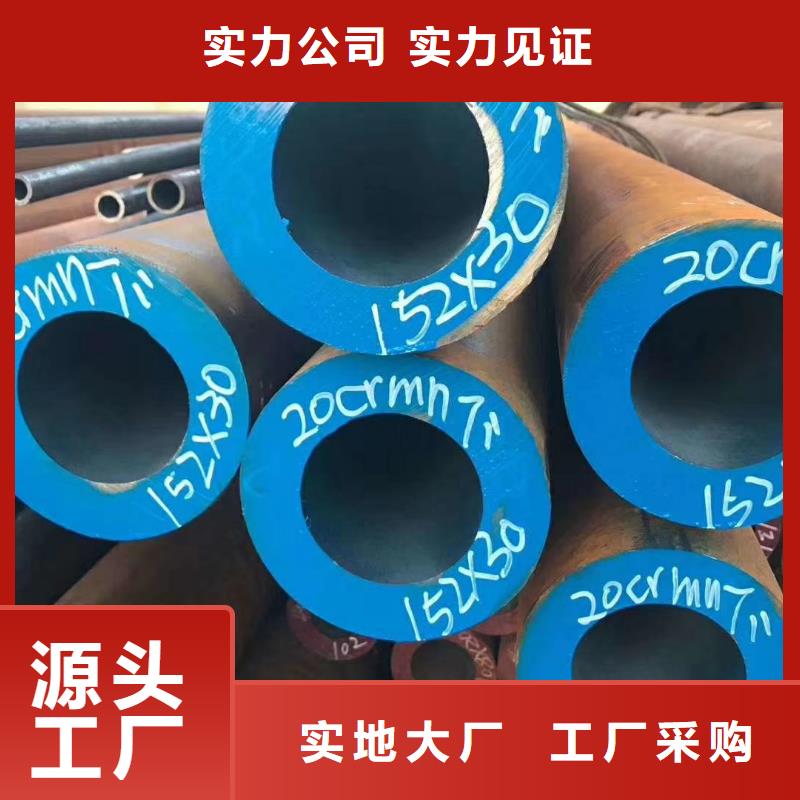
調整好芯棒預穿鞍座的高度、保證芯棒與毛管對中。交換孔型及軋制規范時應丈量軋輥空隙,使理論軋輥空隙與軋制表堅持分歧。用光學對中安裝調整軋制中心線,每年大修時校正軋管機中心線。厚壁鋼管、頭、尾部壁厚不均成因:管坯前端切斜度、彎曲渡過大、管坯定心孔不正易形成鋼管頭部壁厚不均。
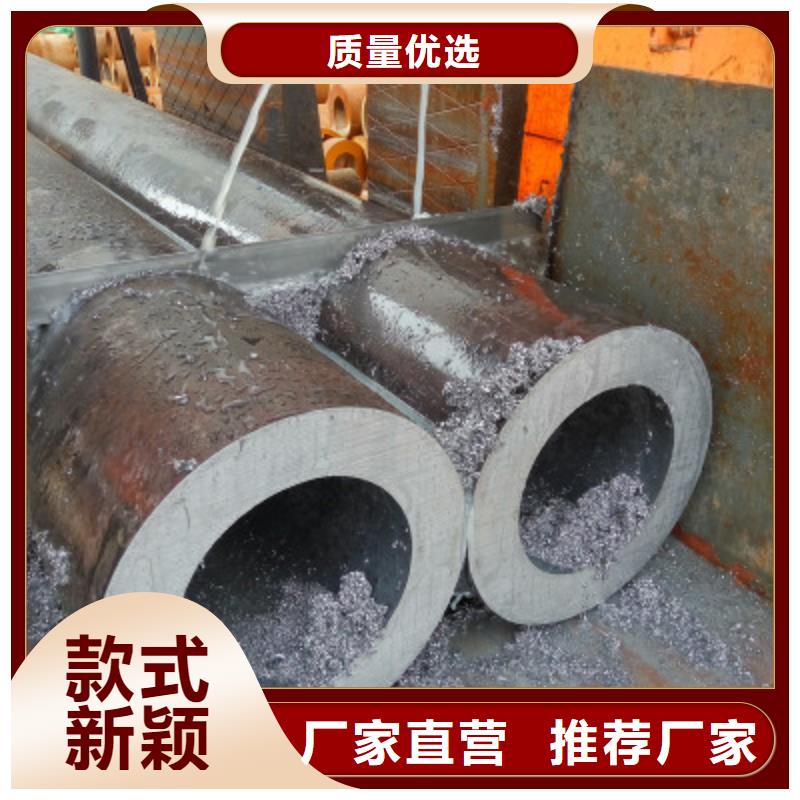
穿孔時延伸系數太大、軋輥轉速太高、軋制不穩定。穿孔機拋鋼不穩定易構成鋼坯尾部壁厚不均。檢查管坯質量,避免管坯前端切斜度、壓下量大,交換孔型或檢修均應校正定心孔。選用較低的穿孔速度,以確保軋制的穩定性和鋼坯壁厚的平均度。當調整滾動速度時,匹配導板將相應地調整。
